ČESKÁ KOMORA AUTORIZOVANÝCH INŽENÝRŮ A TECHNIKŮ ČINNÝCH VE VÝSTAVBĚ
Rada pro podporu rozvoje profese ČKAIT
Autoři: Ing. Jaroslav Korbelář, Ing. Hana Geiplová
Stav: vydání 2018
Anotace:
Pomůcka se věnuje návrhu a provádění protikorozní ochrany pomocí povlaků na všech typech stavebních konstrukcí, například dopravní, vodohospodářské, průmyslové a zemědělské stavby, stavby pro potravinářskou výrobu, pozemní stavby, telekomunikační stavby, energetické stavby z konstrukčních ocelí.
Zabývá se problematikou PKO nových ocelových konstrukcí. Pro obnovu nebo opravu, případně rekonstrukci stávajících kovových konstrukcí s následnou PKO je možno pomůcku použít jen v omezeném rozsahu obecných principů a jen po konzultaci problematiky s korozním odborníkem.
OBSAH
ÚVOD
Jedním ze základních konstrukčních materiálů jsou konstrukční oceli, které bez vhodné a dostatečné protikorozní ochrany při vystavení atmosférickým a dalším vlivům během svého života korodují, což může vést ke snížení životnosti konstrukce, popřípadě k poruchám a haváriím. Z důvodů omezení, případně vyloučení vzniku ztrát způsobených korozí je nutné ocelové konstrukce, případně další použité kovové materiály po dobu jejich požadované životnosti chránit.
Pro jednotlivé kroky technologického postupu protikorozní ochrany je k dispozici celá řada technických norem, které tvoří dostatečný základ technických požadavků na kvalitní protikorozní ochranu od konstrukčního řešení s ohledem na protikorozní ochranu (dále PKO), hodnocení korozního prostředí, přípravy povrchu, zhotovení povlaků a jejich kontrolu a přejímku.
Pomůcka má poskytnout odborným uživatelům, tedy projektantům, investorům, výrobcům a poskytovatelům služeb v oblasti protikorozní ochrany, vodítko a základní informace o technických normách a jejich vzájemné provázanosti při navrhování protikorozní ochrany kovových konstrukcí. Text předpokládá určité technické znalosti v tomto oboru. Vzhledem k šíři problematiky nelze postihnout všechny problémy, které mohou nastat při řešení této problematiky. Pro volbu vhodného protikorozního opatření je žádoucí konzultovat problematiku s korozním odborníkem (např. s certifikovanými korozními inženýry apod.). Také konkrétní návrhy PKO, zhotovování a kontrola PKO by měla být prováděna osobami s dostatečnou kvalifikací.
Základní technické požadavky na ocelovou konstrukci z hlediska jejího zhotovení a návrhové životnosti jsou uvedeny v ČSN EN 1990. Návrhová životnost ocelových konstrukcí může být doporučena rozdílně pro jednotlivé části konstrukcí.
Kromě technických norem jsou vydávány resortní předpisy (viz kapitola Literatura), které podrobněji specifikují požadavky jednotlivých správců stavebních konstrukcí na životnost konstrukcí a jejich protikorozních ochran, provádění a kontrolu protikorozní ochrany atd. V nich bývají specifikovány také požadavky na kvalifikaci pracovníků navrhujících, provádějících nebo kontrolujících protikorozní ochranu. Je důležité upozornit, že všechny použité normy se stávají právně závaznými pouze tehdy, pokud jsou uvedeny ve smlouvě.
1 PŘEDMĚT TECHNICKÉ POMŮCKY
Předmětem pomůcky Protikorozní ochrana ocelových konstrukcí je souhrn základních informací a postupů, které jsou spojené s protikorozní ochranou ocelových konstrukcí vystavených atmosférickým a dalším vlivům, které mohou působit na tyto konstrukce během jejich života a používání. Systém protikorozní ochrany je vždy souborem technických opatření, jejichž účelem je minimalizovat působení korozního prostředí na ocelové konstrukce.
Pomůcka se věnuje návrhu a provádění protikorozní ochrany povlaky všech typů stavebních konstrukcí, například dopravních, vodohospodářských, průmyslových a zemědělských staveb, staveb pro potravinářskou výrobu, pozemních staveb, telekomunikačních staveb, energetických staveb z konstrukčních ocelí. Konstrukcím nebo částem konstrukcí z ostatních kovů, včetně korozivzdorných ocelí, se dotýká pouze okrajově.
Zabývá se především problematikou PKO nových ocelových konstrukcí. Pro obnovu nebo opravu, případně rekonstrukci stávajících kovových konstrukcí s následnou PKO je možno pomůcku použít jen v omezeném rozsahu obecných principů a jen po konzultaci problematiky s korozním odborníkem.
Pomůcka ukazuje příklady nejčastěji navrhovaných a používaných systémů PKO pro atmosférickou expozici. Nezabývá se kovovými konstrukcemi vystavenými vlivu chemikálií (kyseliny, alkálie, plyny atd.) a vlivu ohně.
2 TERMÍNY A DEFINICE, ZKRATKY
Pro účely pomůcky jsou použity následující definice, které se vztahují k oboru koroze a protikorozní ochrany, jsou uvedeny v normách ČSN EN ISO 8044, ČSN EN ISO 4618, ČSN EN ISO 2080 a také v ČSN EN ISO 12944 – Část (1, 2, 3, 4, 5, 6, 7, 8, 9)
Abrazivní otryskávání – působení proudu otryskávacího prostředku o vysoké kinetické energii na upravovaný povrch.
Anorganický nekovový povlak – povlak tvořený anorganickými materiály s výjimkou kovů (smalty, silikátové povlaky, povlaky na bázi karbidů, silicidů, boridů, cementů, konverzní povlaky).
Poznámka:
k heslu: ve smyslu tohoto dokumentu se jedná pouze o ethylsilikátový povlak.
Atmosféra – směs plynů a běžně i aerosolů a částic, které obklopují daný objekt.
Atmosférická koroze – je koroze v korozním prostředí zemské atmosféry při teplotě okolí.
Celková oprava systému PKO – proces zahrnující opravu poškozených míst PKO lokálně v rozsahu částečné obnovy a následné zhotovení povlakových vrstev nebo vrstvy na celém povrchu.
Částečná obnova systému PKO – oprava povrchu na místě, kde došlo k porušení povlaku až k podkladu, a následné zhotovení celého systému v dané oblasti s přechodem na stávající PKO; neprovádí se sjednocující vrstva nátěru na celém povrchu; plocha porušení nepřesahuje stanovený limit.
Dílčí prvek – část konstrukce (plochy, povrchu), pro kterou se určuje samostatně definovaná PKO (co do skladby nebo technologie).
Dočasná ochrana – systém proti atmosférické korozi, který má omezenou životnost po dobu jejich skladování či přepravy od výrobce k uživateli, popřípadě po dobu montáže.
Duplexní povlak; kombinovaný povlak – kombinace kovového povlaku a nátěru používaná pro zvýšení odolnosti proti korozi.
Elektrolytické pokovování – vylučování přilnavého povlaku kovu nebo slitiny na podkladu elektrolýzou.
Inspektor – kvalifikovaný a certifikovaný pracovník odpovědný za potvrzení shody mezi specifikací (návrhem) a provedením (aplikací) protikorozní ochrany.
Kompatibilita; slučitelnost – schopnost jednotlivých vrstev nátěru vytvořit celek bez nežádoucích defektů, se schopností plnit správnou funkci systému PKO.
Kontrolní plocha – část OK, která udává akceptovatelný a zúčastněnými stranami odsouhlasený standart prací povrchových úprav na všech stupních technologického postupu prací PKO.
Koroze kovů – fyzikálně-chemická interakce kovu a prostředí vedoucí ke změnám vlastností kovu, které mohou vyvolat významné zhoršení funkce kovu, prostředí nebo technického systému, jehož jsou kov a prostředí složkami.
Korozní agresivita – schopnost prostředí vyvolávat korozi kovu v daném systém.
Korozní činidlo – agresivní složka – látka, která ve styku s daným kovem vyvolává korozi.
Korozní poškození – korozní projev, který způsobuje zhoršení funkce kovu, prostředí nebo technického systému, jehož jsou kov a prostředí složkami.
Korozní produkty zinku – bílá rez – světle nebo tmavě šedé korozní produkty zinkového povlaku.
Korozní prostředí – prostředí obsahující jedno nebo více korozních činidel – agresivních složek.
Korozní systém – systém, který se skládá z jednoho nebo více kovů a těch složek prostředí, které ovlivňují korozi.
Kovový povlak – povlak tvořený kovem nebo slitinou kovu.
Poznámka 1: k heslu:
pro uvažované ocelové konstrukce se používá povlak nanesený ponorem do roztaveného kovu nebo žárovým stříkáním.
Poznámka 2: k heslu:
kovový povlak může být vytvořen na určitých částech konstrukce (např. spojovací materiál) elektrolytickým pokovením.
Maximální místní tloušťka – největší místní tloušťka zjištěná na povrchu jednoho výrobku/dílce.
Maximální tloušťka suchého filmu – nejvyšší akceptovatelná tloušťka kovového povlaku / suchého nátěrového povlaku / duplexního systému, naneseného v jedné nebo více vrstvách; při jejím překročení nelze očekávat správnou funkci systému PKO se splněním předepsané životnosti.
Mezivrstva; podkladový nátěr – každá vrstva nátěru mezi základním nátěrem a vrchním nátěrem.
Minimální místní tloušťka – nejmenší místní tloušťka zjištěná na povrchu jednoho výrobku / dílce.
Minimální tloušťka suchého filmu – nejnižší akceptovatelná tloušťka kovového povlaku / suchého nátěrového povlaku/duplexního systému, naneseného v jedné nebo více vrstvách; při jejím nedodržení nelze očekávat správnou funkci systému PKO se splněním předepsané životnosti.
Místní tloušťka – průměrná hodnota výsledků předepsaného počtu měření tloušťky v oblasti měření.
Nátěr, nátěrový povlak – vrstva vytvořená jedním nebo vícenásobným nanesením nátěrové hmoty na podklad.
Nominální tloušťka suchého filmu; NDFT – předem dohodnutá tloušťka suchého nátěru, nanesená v jedné nebo více vrstvách, předepsaná pro dosažení stanovené životnosti nátěrového systému.
Objednatel – investor nebo organizace pověřená investorem funkcí objednatele, nikoliv zhotovitel stavby, objednávající ocelovou konstrukci; podle stavebního zákona (zákon č. 183/2006 Sb., ve znění pozdějších předpisů) je stavebníkem.
Oblast měření – plocha, na které se požaduje provést předepsaný počet jednotlivých měření.
Ochranný nátěrový systém – souhrn vrstev nátěrových hmot, které byly nebo mají být naneseny na podklad pro zajištění ochrany proti korozi.
Ochranný povlakový systém – souhrn vrstev kovových materiálů nebo nátěrových hmot, které byly nebo mají být naneseny na podklad pro zajištění ochrany proti korozi.
Oprava systému PKO – místní oprava nátěru při jeho poškození.
Organický povlak ▪ systém tvořený polymerní matricí vzniklou chemickou reakcí dvou či více složek, pigmenty, speciálními pigmenty a plnivy.
Poznámka k heslu:
jedná se o nejčastěji používaný povlak, zastoupený epoxidovým nebo polyuretanovým nebo jiným rovnocenným či výkonnějším nátěrovým systémem.
Pásový nátěr; nátěr pro ochranu hran – dodatečná vrstva nátěru používaná pro ochranu kritických míst například hran, koutů, svarů, nýtů a podobně
Podklad – povrch, na který je nebo má být nanesena nátěrová hmota nebo kovový povlak.
Projektová specifikace PKO; specifikace PKO – technická dokumentace, která předepisuje veškeré obecné technické parametry pro přípravu podkladu, aplikace hmot, průkazní a kontrolní zkoušky, požadavky na životnost a údržbu, inspekce prací, přejímky a podobně
Protikorozní ochrana – úprava korozního systému vedoucí ke snížení korozního poškození.
Provozní životnost (s ohledem na korozi) – doba, po kterou korozní systém splňuje požadavky na provozuschopnost.
Provozuschopnost (s ohledem na korozi) – schopnost korozního systému plnit jeho stanovenou funkci, aniž by jí koroze zhoršila.
Průměrná tloušťka – aritmetický průměr výsledků předepsaného počtu měření místní tloušťky rovnoměrně rozložených po povrchu.
Příprava povrchu – různé způsoby odstranění korozních produktů, původních nátěrů anebo znečišťujících látek z povrchu ocelové konstrukce.
Rez ▪ viditelné korozní produkty oceli, skládající se v případě železných kovů převážně z hydratovaných oxidů železa.
Specifikace prací PKO; Technologický předpis – součást dokumentace RDS, která popisuje konkrétní jakost nátěrových hmot a kovových povlaků, způsob provedení natěračských prací, zhotovení kovových povlaků a způsob provádění inspekcí a hodnocení.
Sweeping – jemné otryskání povrchu zinku naneseného ponorem za účelem zdrsnění povrchu a odstranění korozních produktů zinku před následnou aplikací nátěrového povlaku.
Poznámka k heslu:
sweeping lze použít také pro jemné zdrsnění povrchu nátěru.
Těsnicí hmota; výplňové a těsnicí tmely – organický materiál, který poskytuje flexibilní, nepropustnou bariéru mezi dvěma sousedními povrchy.
Tloušťka mokrého filmu; WFT; wet film thickness – tloušťka právě nanesené vrstvy nátěrové hmoty měřená bezprostředně po aplikaci.
Tloušťka suchého filmu; DFT; dry film thickness – tloušťka suchého nátěru, která zůstane na povrchu podkladu po zaschnutí nebo vytvrzení povlaku.
Trvanlivost (s ohledem na korozi) – schopnost korozního systému udržet provozuschopnost po stanovenou dobu, při které byly splněny stanovené požadavky na provoz a údržbu.
Typ atmosféry – charakterizace atmosféry na základě koncentrace přítomných korozně působících látek (korozních činidel).
Údajový list nátěrové hmoty; datasheet – úplný dokument výrobce jednotlivých hmot v originálu, který uvádí definici a složení hmoty, způsob aplikace a ředění, množství sušiny, způsob vytvrzování při různých teplotách, přetíratelnost a vlastnosti vrstvy, NDFT a maximální tloušťky, minimální tloušťky pro plnění požadované funkce vrstvy.
Údržba – řízený plánovitý soubor činností, kterým je zajišťována dlouhodobá funkčnost protikorozní ochrany.
Úplná obnova systému PKO – kompletní odstranění dosavadního protikorozního povlaku až na ocel a následné zhotovení celého systému na celé ploše.
Vrchní nátěr – poslední vrstva nátěru v nátěrovém systému.
Základní nátěr – první vrstva nátěru v nátěrovém systému, která je nanesena přímo na podklad.
Záruční doba – časové období, ve kterém zhotovitel PKO zaručuje stav PKO v rozsahu specifikovaných kritérií v celé ploše povrchu ocelové konstrukce za podmínky řádně prováděné údržby správcem objektu.
Zhotovitel ocelové konstrukce; výrobce – výrobní organizace, která vyrábí ocelovou konstrukci a zpravidla zpracovává nebo zajišťuje vyhotovení výrobní dokumentace; organizace, která vyrábí příslušné výrobky v souladu s požadavky objednávky a podle technických podmínek uvedených v předpisu na výrobek.
Zhotovitel PKO – organizace, která zajišťuje provedení (aplikaci) PKO OK.
Zhotovitel stavby – právnická nebo fyzická osoba, která se smlouvou o dílo zavazuje k provedení určitého díla; zhotovitelem ve vztahu k objednateli je subjekt zajišťující zhotovení díla (stavby).
Žárové pokovování ponorem – vytváření kovového povlaku ponořením podkladového kovu do roztaveného kovu.
Žárové stříkání kovu – nanášení povlaku vrháním roztaveného kovu ze zdroje (pistole) na ocelový podklad.
Životnost – očekávaná doba funkce systému PKO do první obnovy.
Životnost nátěru (povlaku) – schopnost nátěru (povlaku) odolávat nepříznivým vlivům prostředí.
Zkratky
| AK | alkyd, alkydový |
| AY | akrylát, akrylátový |
| DFT | tloušťka suchého filmu |
| EP | epoxid, epoxidový |
| ESI | ethylsilikát |
| H | vysoká životnost (od 15 do 25 let) |
| KZP | kontrolní a zkušební plán |
| L | nízká životnost (do 7 let) |
| M | střední korozní agresivita prostředí v daném typu atmosféry |
| Misc. | označení základní nátěrové hmoty s různými typy antikorozních pigmentů |
| NA | neměřitelný (nepoužívá se) |
| NDFT | předepsaná tloušťka suchého povlaku |
| NH | nátěrová hmota |
| NS | nátěrový systém |
| OK | ocelová konstrukce |
| ONS | ochranný nátěrový systém |
| OPS | ochranný povlakový systém |
| PKO | protikorozní ochrana |
| PUR | polyuretan, polyuretanový |
| RDS | realizační dokumentace stavby |
| TePř | technologický předpis |
| TP | technologický postup |
| VH | velmi vysoká životnost (vyšší než 25 let) |
| VOC | Volatile Organic Compounds – těkavé organické látky |
| VTD | výrobně technická dokumentace |
| WFT | tloušťka mokrého filmu |
| Zn(R) | označení základní nátěrové hmoty s vysokým obsahem zinku (vyšším než 80 % hmot. v netěkavém podílu NH |
| ZDS | zadávací dokumentace stavby |
3 POSTUP PŘI NÁVRHU PROTIKOROZNÍ OCHRANY
Ochrany proti atmosférické korozi může být obecně dosaženo několika způsoby: jednak volbou vhodného materiálu, konstrukčním řešením konstrukce (výrobku) ve vztahu k ochraně proti korozi, snížením korozní agresivity prostředí a opatřením výrobku ochrannými povlaky.
Volba vhodného způsobu protikorozní ochrany se skládá z více kroků respektujících charakteristiky konstrukce / výrobku, jeho požadovanou provozní životnost a další požadavky spojené s jeho využitím – korozní prostředí a další činitele mimo vlastní korozní systém, například cenu (náklady). Návaznosti při postupu volby jsou znázorněny na obr. 1.

Obr. 1 Postup při volbě protikorozní ochrany
Optimální systém ochrany ocelové konstrukce je takový systém, který zabezpečuje požadovanou funkci a životnost v podmínkách odpovídající výroby, skladování, přepravy, montáže a používání. Při volbě optimálního systému ochrany je nutné přihlížet k součtu nákladů na protikorozní ochranu konstrukce při výrobě, montáží a při jejím používání po celou dobu požadované životnosti, tedy včetně nákladů na údržbu a obnovu systému protikorozní ochrany.
Pro hodnocení nákladů na celkovou životnost konstrukce je nutné použít hodnocení nákladů životního cyklu (LCC – Life Cycle Costing). Analýza nákladů životního cyklu je proces ekonomické analýzy zaměřený na posouzení celkových nákladů na pořízení a vlastnictví, jakož i na vypořádání (likvidaci) produktu. Ta poskytuje důležité vstupní údaje při procesu rozhodování v etapách návrhu, vývoje, používání a vypořádání produktu. Analýza nákladů životního cyklu se nejefektivněji používá v počáteční etapě návrhu k optimalizaci základního přístupu k návrhu. Z hlediska uživatele/správce konstrukce je nutné uvažovat náklady celého životního cyklu.
Investiční náklady lze rozdělit na jednotlivé složky:
- projektové náklady;
- materiálové a energetické náklady;
- výrobní náklady;
- náklady na povrchovou úpravu;
- náklady na přepravu, manipulaci a skladování, montáž a další;
- náklady na kontrolu a zkoušky.
Pro optimální volbu protikorozní ochrany je důležité správné zadání návrhu se všemi požadavky, které na dílo budou kladeny. Podrobný návod, které údaje a informace jsou nutné pro navržení správné PKO ocelových konstrukcí, je uveden v normě ČSN EN ISO 12944-8.
Zadání návrhu stavební konstrukce projektovou specifikací představuje technickou dokumentaci stavby (TDS), která popisuje návrh a jeho speciální požadavky. Údaje, které by mělo zadání návrhu z hlediska volby PKO obsahovat, jsou:
- všeobecné informace (název objektu, vlastník, umístění konstrukce, velikost atd.);
- životnost ocelové konstrukce (předem stanovená doba používání konstrukce ke stanovenému účelu podle ČSN EN 1993-1-1) včetně životnosti PKO a stanovení intervalů údržby a opravy PKO;
- RDS OK.
Specifikace systému PKO OK by měla obsahovat:
- popis prostředí, v němž bude ocelová konstrukce vystavena (atmosférické podmínky, speciální situace a namáhání apod.);
- životnost PKO pro OK a její části (každá konstrukce by měla být rozdělena na části podle předpokládaného stupně korozního namáhání);
- rozměry a tvary OK (plochy s jednotlivými systémy PKO);
- přístupnost (např. otvory, nutnost lešení apod.);
- specifikace uzavřených a dutých prvků;
- spojování (způsob spojování, druhy spojů, možná kombinace různých kovů, PKO spojovacího materiálu);
- specifikace prací PKO včetně specifikace systému PKO, specifikace jednotlivých složek systému PKO (typ žárově stříkaného kovu nebo slitiny, NH, tloušťka vrstev apod.) a kontrolního a zkušebního plánu.
Zhotovitel musí vyhotovit technologický předpis (TePř) výroby ocelové konstrukce (OK), včetně technologického postupu (TP) prací a kontroly systému PKO. Ve specifikaci prací PKO musí být uvedeno, které práce PKO budou provedeny ve výrobě (v závodě, lakovně) a které na místě stavby, požadovaný stupeň přípravy povrchu (čistota, drsnost, metoda přípravy), přípustné klimatické podmínky pro provádění prací PKO, technologický způsob aplikace PKO, speciální požadavky (barevné odstíny, požadavky na montáž, skladování), dále předpisy na ochranu zdraví, bezpečnost práce a ochranu životního prostředí včetně likvidace vzniklých odpadů.
Kontrolní a zkušební plán by měl zahrnovat:
- prokázání kvality jednotlivých používaných nátěrových hmot/materiálů pro PKO (např. atesty NH, shoda s technickým listem);
- sjednané kontrolní metody včetně způsobů vyhodnocení výsledků a rozhodovacích kritérií;
- postup inspekce (jednotlivé kroky inspekce, kontrolované parametry prováděné PKO, četnost kontroly, kvalifikace kontrolorů/inspektorů);
- specifikace kontrolních ploch (množství, velikost).
V případě stavebních konstrukcí mají některé konstrukční prvky a/nebo díly charakter certifikovaných výrobků, což zahrnuje i jejich PKO (např. svodidla, zábradlí, mostní ložiska, mostní uzávěry, tunelové portály apod.). Odolnost a životnost protikorozní ochrany dalších částí stavební konstrukce by měla minimálně odpovídat odolnosti a životnosti těchto certifikovaných výrobků.
4 KOROZNÍ SYSTÉM
Korozní systém zahrnuje jak kovový konstrukční prvek, tak prostředí v okolí, tedy atmosféru, která je s ním v kontaktu.
Na části konstrukcí, které jsou vystaveny atmosférickým podmínkám, působí všechny negativní vlivy tohoto prostředí – znečištění ovzduší, srážky, vlhkost, sluneční záření a podobně. Důsledkem tohoto působení je korozní napadení kovových materiálů a degradace organických a kovových povlaků. Atmosférická koroze je tedy jinými slovy definována jako degradace materiálu vystaveného působení ovzduší a v něm obsažených nečistot, přičemž významnou roli hraje působení vlhkosti obsažené ve vzduchu.
4.1 MECHANISMUS ATMOSFÉRICKÉ KOROZE KOVŮ
Koroze je definována jako znehodnocení kovů fyzikálně-chemickými interakcemi s prostředím zemské atmosféry. Děje probíhají na rozhraní fáze kov-prostředí. Ve většině případů se při atmosférickém korozním procesu uplatňují elektrochemické reakce – anodická a katodická.
Anodická reakce odpovídá oxidaci kovu (rozpouštění, korozi) a katodická reakce odpovídá současné redukci některé z oxidujících složek prostředí a tvorbě korozních produktů. Tyto elektrochemické děje probíhají při atmosférické korozi v tenké vrstvě elektrolytu, která se vyskytuje na povrchu kovu. Základní podmínkou pro vznik a průběh atmosférické koroze je vytvoření vrstvy elektrolytu na povrchu kovu. Kromě zadržených dešťových srážek se jedná především o adsorpci a kondenzaci vzdušné vlhkosti na povrchu kovu. Tloušťka této vrstvy se v reálných podmínkách pohybuje mezi 5 – 150 nm. V této vrstvě pak probíhají chemické reakce, v jejichž důsledku dochází ke korozi. Protože vrstvy povrchových elektrolytů jsou tenké a periodicky vysychají, vylučují se produkty reakcí ve formě tuhých povrchových vrstev, které se posléze podílejí na korozních reakcích a proces koroze dostává i chemickou povahu.
Ke kondenzaci vzdušné vlhkosti dochází, jestliže teplota povrchu a teplota rosného bodu je shodná, přičemž teplota rosného bodu je závislá na koncentraci vlhkosti ve vzduchu. Čím nižší hodnota vlhkosti, tím nižší hodnota teploty rosného bodu. V běžných atmosférách se uvádí jako kritická hodnota pro vznik korozního napadení relativní vlhkost 80 %. Hodnota kritické relativní vlhkosti je ovlivněna vlastnostmi atmosféry (teplota, relativní vlhkost, tlak vzduchu atd.) a znečištěním ovzduší. Tato hodnota se mění se znečištěním prostředí a s kvalitou, především čistotou a drsností povrchu. Při rychlých změnách teploty je další možností vzniku vrstvy elektrolytu kondenzace vlhkosti (orosení). Atmosférická koroze tedy není souvislý proces – probíhá pouze v obdobích, kdy je povrch kovu ovlhčen.
Při reálném korozním procesu v atmosférických podmínkách se vždy projevuje současně vliv několika faktorů. Doba ovlhčení povrchu je závislá na teplotě, relativní vlhkosti vzduchu, množství a druhu srážek, rychlosti větru, intenzitě slunečního záření, tvaru povrchu, jeho drsnosti a čistotě, stupni zakrytí povrchu a dalších. Složení elektrolytu je závislé na povaze a koncentraci nečistot v ovzduší i na charakteru povrchu kovu. Korozní rychlost je silně ovlivňována koncentrací nečistot ve vzduchu, na některých typech konstrukcí se může projevit vliv chloridů z chemických rozmrazovacích solí. V prachových částicích a dalším znečištění na povrchu dochází k absorpci vody a k zachycování dalších nečistot, což může způsobit zvýšení korozní agresivity prostředí, a tím korozního napadení kovů.
4.2 KOROZNÍ AGRESIVITA ATMOSFÉR
Znalost podmínek působícího prostředí je důležitá pro odhad i posouzení vznikajícího znehodnocení i pro volbu účinného ochranného opatření. Při atmosférické korozi se většinou jedná o rovnoměrnou korozi. Pro každý kov je mechanismus koroze jiný, daný chemickými vlastnostmi materiálů a korozních produktů.
Stupeň korozní agresivity je technický údaj, který je základní informací pro výběr materiálů a systému ochrany proti působení atmosférického prostředí s přihlédnutím ke způsobům použití a k požadované životnosti systému ochrany či výrobku. Pro kvalifikovaný odhad či odvození korozní agresivity je třeba definovat a co nejpodrobněji charakterizovat jednotlivé složky systému.
Základem pro odvození stupně korozní agresivity jsou korozní úbytky standardních vzorků čtyř základních konstrukčních kovů (uhlíková ocel, zinek, měď, hliník) po prvém roce expozice, nebo průměrné roční hodnoty nejvýznamnějších činitelů prostředí, které působí na atmosférickou korozi, tedy teploty, relativní vlhkosti, depozice oxidu siřičitého nebo chloridů. Na základě environmentálních parametrů jsou formulovány rovnice znehodnocení umožňující výpočty korozních rychlostí, respektive korozních úbytků, viz ČSN EN ISO 9223. Podle této normy je korozní agresivita atmosféry klasifikována stupni C1 až CX (tab. 1). Pro určení stupně korozní agresivity lokality stavby je nutné detailně posoudit místní vlivy (lokální i malý zdroj znečištění ovzduší apod.) – mikroklima.
Stupně korozní agresivity definované normou ČSN EN ISO 9223 přebírá norma ČSN EN ISO 12944-2 pro ocel a také další normy pro povrchové úpravy (žárové zinkování ponorem, žárové stříkání kovů, předlakované plechy atd.).
Tab.1 Stupně korozní agresivity atmosféry
| Stupeň | Korozní agresivita |
| C 1 | velmi nízká |
| C 2 | nízká |
| C 3 | střední |
| C 4 | vysoká |
| C 5 | velmi vysoká |
| CX | extrémní |
Korozní agresivita atmosfér v průmyslově rozvinutých zemích rostla od konce 19. století se znečištěním ovzduší, maxima dosahovala v padesátých a šedesátých letech 20. století. Od roku 1995 v souvislosti s uplatněním mnoha opatření na snížení znečištění ovzduší i změnou struktury průmyslové činnosti výrazně poklesla. V současné době je průměrná roční koncentrace SO2 na více než 80 % území ČR nižší než 10 µg/m3 (atmosféra s korozní agresivitou stupně C2 pro ocel); vyšší průměrná roční koncentrace SO2 se vyskytuje v severních Čechách a na Ostravsku (stupeň C3). Po zavedení řady opatření na omezení znečištění ovzduší především ze stacionárních zdrojů (teplárny, elektrárny apod.) jsou hlavními zdroji znečištění ovzduší malé stacionární zdroje a mobilní zdroje (zejména automobilová doprava).
V těchto atmosférických podmínkách se může korozně projevit i určitý synergický efekt ostatních složek znečištění ovzduší, přestože samotné plyny neovlivňují korozní chování materiálu. Nejvýznamnější je synergický vliv kombinace znečištění SO2, NO2 a O3. V okolí dopravních komunikací se projevuje vliv depozice chloridů z posypových solí.
Při stanovení stupně agresivity atmosféry v případě rozměrných konstrukcí a staveb je nutné vzít v úvahu rozdílné podmínky, které mohou působit na jednotlivé části konstrukce a které vyplývají z konstrukčního řešení a způsobu jejich používání, například část konstrukce mostu nad vodní hladinou, konstrukčně podmíněné nedostatečně provětrávané prostory, duté prostory konstrukcí, povrchy pod přístřeškem nebo částečně chráněné povrchy ve styku s agresivními látkami, povrchy vystavené kondenzaci, abrazivním vlivům, pohledové plochy a podobně. Významně se projevuje i orientace jednotlivých ploch vzhledem ke směru působení větru, slunečního záření nebo dešťových srážek. Velmi specifické podmínky z hlediska korozní agresivity nastávají u tunelů, kde se často projevuje vliv průsaku vody a vneseného znečištění posypových solí a dalšího znečištění. Zvláštní pozornost je dále nutné věnovat částem konstrukcí, které jsou ponořené nebo částečně omývané vodou nebo uložené v půdě. U těchto konstrukcí je možné aplikovat i katodickou ochranu, ale vzhledem ke složitosti této metody je vždy nutná spolupráce s odborníkem.
V souladu se změnami korozní agresivity atmosféry se mění i rychlost koroze kovů a slitin a pochopitelně i složení a další vlastnosti povrchových vrstev korozních produktů. Při posuzování korozního napadení materiálů se uvažuje:
- hmotnostní úbytek kovu rovnoměrnou korozí za určitou dobu;
- nebezpečí výskytu nerovnoměrného korozního napadení a jeho druh;
- vznik korozních produktů na povrchu a jejich charakter;
- možnost protikorozní ochrany materiálu ke snížení korozního napadení.
Kromě atmosférické expozice může být část konstrukcí uložena v půdě nebo částečně ponořená ve vodě. Stupně korozní agresivity těchto částí konstrukcí jsou velmi obtížně definovatelné, neboť koroze je obvykle lokalizována na malé části konstrukcí. Pro účely PKO jsou normou ČSN EN ISO 12944-2 stanoveny 4 stupně korozní agresivity. Im1 je prostředí sladké vody, Im2 je mořské nebo brakické prostředí bez katodické ochrany, Im3 je uložení v půdě a Im4 je mořské nebo brakické prostředí s katodickou ochranou.
4.3 KOROZNÍ CHOVÁNÍ KONSTRUKČNÍCH KOVŮ V ATMOSFÉRICKÉM PROSTŘEDÍ
Základní informace o korozních rychlostech konstrukčních kovů ve vztahu ke korozní agresivitě jednotlivých atmosfér jsou uvedeny v ČSN EN ISO 9224 a tabulkách 2, 3, 5 a 6. Tyto směrné hodnoty jsou charakteristické pro standardní plochy kovových materiálů ve vztahu k působení běžného atmosférického prostředí a pro rovnoměrné korozní napadení. Na konstrukcích mohou být materiály vystaveny i dalším nespecifickým vlivům nebo korodovat jinými korozními procesy (bodová koroze, korozní praskání apod.), které mohou významně ovlivnit korozi konstrukčního materiálu i životnost kovového povlaku zajišťujícího protikorozní ochranu.
Nejdůležitějším konstrukčním materiálem je ocel. Oceli jsou slitiny železa s uhlíkem a dalšími prvky, které se do oceli dostaly jednak při výrobě (Mn, Si, P, S, Cu), nebo s prvky, které byly přidány do oceli úmyslně (např. Cr, Ni aj.), takzvanými prvky přísadovými, legujícími. Podle toho se oceli rozdělují na oceli uhlíkové a oceli slitinové. Na vlastnosti uhlíkových ocelí má převážný vliv uhlík, na vlastnosti ocelí slitinových působí kromě uhlíku i legující prvky, které mohou mít významný vliv na korozní chování těchto materiálů.
I když složení ocelí a do určité míry i jejich tepelné zpracování a stav povrchu mají vliv na jejich korozní vlastnosti, pro technické účely je možné považovat pouze tři hlavní skupiny ocelí, které se výrazně liší v korozní odolnosti v atmosférických podmínkách:
- konstrukční (uhlíkové) a nízkolegované oceli – korozní chování je přibližně stejné pro všechny běžné oceli;
- speciální nízkolegované oceli se zvýšenou odolnosti proti atmosférické korozi, takzvané patinující oceli;
- vysokolegované korozivzdorné oceli.
4.3.1 Oceli uhlíkové (nízkolegované)
Tyto oceli jsou nejrozšířenějším konstrukčním materiálem. V ČR je pro ocelové konstrukce pozemních staveb přednostně doporučováno použití konstrukčních ocelí uvedených v tabulce 3.1 normy ČSN EN 1993-1-1. Národní příloha k této normě stanoví, že použití ocelí v této tabulce neuvedených není pro nosné OK v ČR vhodné. Jestliže se uvažuje o jejich použití, musí se spolehlivě prokázat, že jsou splněny všechny požadavky na jejich pevnost, plasticitu a svařitelnost podle ostatních článků ČSN EN 1993-1-1. Specifikace pro konstrukční nelegované oceli jsou uváděny jako jakosti S355J2, případně S235JR, což neudává chemické složení oceli, které je významné z hlediska korozního chování i z hlediska možnosti žárového zinkování ponorem.
Z korozního hlediska patří konstrukční oceli k materiálům málo odolným a bez povrchové úpravy mají omezené použití. V atmosféře korodují za vzniku rzi. Ta zhoršuje nejen vzhled oceli, ale i jeho elektrický odpor a tepelnou vodivost, hladkost, ztěžuje rozebíratelnost spojů a podobně. Korozní napadení je obvykle rozloženo po celé ploše, i když v jednotlivých částech postupuje do hloubky různou rychlostí. Pokud z konstrukčních důvodů nebo vysokého znečištění ovzduší vzniknou podmínky pro lokální korozní napadení (štěrbinová koroze, bodová koroze, galvanická koroze), je rychlost těchto forem korozního napadení řádově vyšší než rychlost rovnoměrné koroze.
Korozi ocelí do určité míry ovlivňuje druh a obsah legur, například se stoupajícím obsahem síry roste mírně i korozní rychlost oceli, a naopak se stoupajícím obsahem uhlíku se rychlost koroze snižuje. Technický význam má přítomnost Cu, která v koncentraci 0,2 až 0,3 % zvyšuje korozní odolnost. Na dlouhodobý průběh atmosférické koroze nemá význam způsob tváření a stav povrchu, který může do jisté míry ovlivnit pouze kinetiku koroze v počátečním období. Otryskaný povrch je velmi reaktivní a náběh koroze je rychlý.
Korozní rychlost konstrukční oceli není během prvních deseti let konstantní, postupně se snižuje se vznikem vrstvy korozních produktů, viz tab. 2.
Tab. 2 Směrné korozní rychlosti nízkolegovaných ocelí (ČSN EN ISO 9224)
| Stupeň korozní agresivity | Korozní rychlost (µm/rok) | |
| prvních 10 let | další roky | |
| C1 | <0,4 | <0,3 |
| C2 | 0,4 -– 8,3 | 0,4 -– 4,9 |
| C3 | 8,3 -– 17 | 4,9 -– 10 |
| C4 | 17 -– 27 | 10 -– 16 |
| C5 | 27 -– 67 | 16 -– 39 |
| CX | 67 -– 233 | 39 -– 138 |
Tyto materiály se prakticky vždy chrání proti atmosférické korozi. Způsobů ochrany je celá řada – ochranné kovové povlaky, anorganické (fosfátování, smalty apod.) a organické povlaky.
4.3.2 Litiny
Litina (šedá a bílá) jsou tvrdé, křehké materiály s hrubým a pórovitým povrchem. Pro zlepšení zpracovatelnosti i korozní odolnosti proti některým prostředím (chemický průmysl) se litiny legují – Cr, Si, Al, Ni, Mo aj. Pro odhad jejich korozního napadení lze vycházet z údajů pro konstrukční a nízkolegované oceli. Korozní napadení má rovnoměrnější charakter než u ocelí, protože grafitová kostra ve struktuře materiálu zůstává nenapadena. Korozní napadení postupuje do hloubky přibližně stejnou rychlostí jako u konstrukční oceli.
Litiny jsou v mnoha případech korozně odolnější než nízkolegované oceli a vyznačují se zejména menším sklonem k důlkové korozi. U litin může docházet ke koroznímu praskání.
Specifickým projevem koroze litiny je takzvaná spongióza, tedy selektivní koroze železa ve slitině, kdy korozně napadený materiál má křehkou strukturu obohacenou o uhlík. K tomuto typu korozního napadení dochází u litin v případě dlouhodobě neudržované konstrukce.
4.3.3 Oceli se zvýšenou odolností proti atmosférické korozi
Tyto oceli jsou také označovány jako patinující nízkolegované oceli (weathering steel), popř. výrobním označením (Atmofix, Corten). Kvalita ocelí je specifikována normou ČSN EN 10025-5. Obsah legujících prvků nepřesahuje 2 %. Důležitá je vyváženost jednotlivých legujících prvků – kombinace Cu-P-Cr. Ve vhodných atmosférických podmínkách vzniká postupně pevná a přilnavá vrstva korozních produktů – patina, která zpomaluje korozní proces (obr. 2). Struktura, barva i ochranná funkce patiny závisí na klimatických faktorech a konstrukčním uspořádání. Rez-patina tvoří vysoce adherentní, omezeně propustnou vrstvu, která však není barierou proti průniku prostředí ani pasivní povrchovou vrstvou na kovu. Základní vlastnosti patiny jsou vyšší kompaktnost, nižší poréznost, více amorfních podílů, místní nahromadění sloučenin legujících prvků apod.
Počáteční korozní rychlost těchto ocelí je přibližně stejná jako nelegovaných ocelí a vyšší odolnost se projeví až po určité době. Vrstva patiny se vyvíjí postupně a ustálených vlastností dosahuje cca po 3 – 5 letech. Pro vznik ochranné vrstvy je nezbytné periodické střídání doby ovlhčení a vysušení povrchu. Na trvale vlhkých místech nedochází ke vzniku této patiny. V místech s nepříznivým konstrukčním uspořádáním se může korozní rychlost zvýšit.
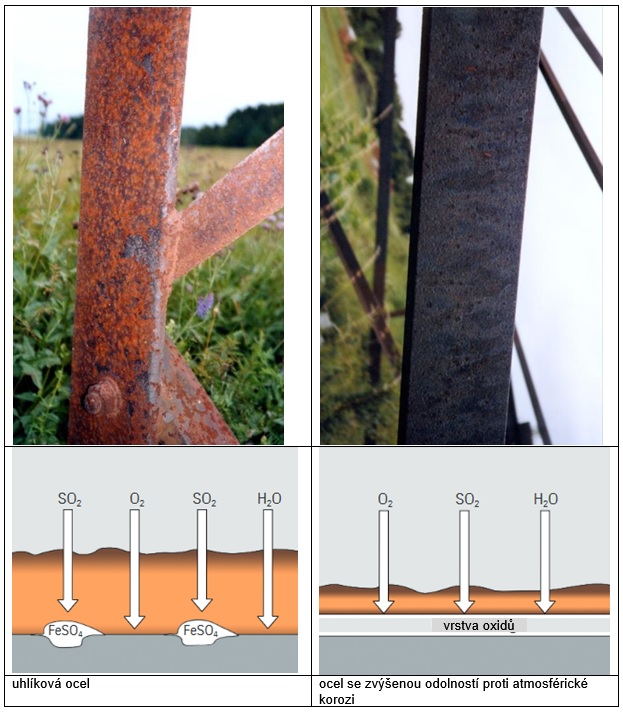
Obr. 2 Vzhled dlouhodobě exponované ocelové konstrukce z běžné uhlíkové oceli a z oceli se zvýšenou odolností proti atmosférické korozi [zdroj SVÚOM]
Směrné korozní rychlosti byly odvozeny pro velký rozsah atmosférických prostředí s přihlédnutím ke koroznímu chování různých typů nízkolegovaných patinujících ocelí světové produkce (tab. 3). Ocel Atmofix (výrobní označení oceli vyráběné v ČR) je z hlediska korozního chování srovnatelná s ocelí Corten a patří ke korozně odolnějším typům těchto ocelí.
Korozní rychlost oceli se zvýšenou odolností proti atmosférické korozi v ustáleném stavu je velmi nízká, což umožňuje za těchto podmínek expozici ve stavu bez další povrchové úpravy. Ustáleného stavu dosáhnou povrchy vystavených ocelí v průběhu cca 3 – 5 let v závislosti na korozní agresivitě lokality a vystavení ploch působení prostředí. V období prvních tří až pěti let se i z povrchů těchto ocelí uvolňují korozní produkty oceli, které mohou kontaminovat další plochy konstrukce, kumulovat se v nepřístupných plochách a vyvolat nepříznivé vizuální projevy na konstrukci nebo stavbě.
Tab. 3 Směrné korozní rychlosti ocelí se zvýšenou odolností proti atmosférické korozi (ČSN EN ISO 9224)
| Stupeň korozní agresivity | Korozní rychlost (µm/rok) | |
| prvních 10 let | další roky | |
| C1 | <0,12 | <0,05 |
| C2 | 0,12 – 2,3 | 0,05 – 1,0 |
| C3 | 2,3 – 4,6 | 1,0 – 2,0 |
| C4 | 4,6 – 7,3 | 2,0 – 3,2 |
| C5 | 7,3 –18,2 | 3,2 – 8,1 |
| CX | 18,2 – 63,5 | 8,1 – 28,2 |
Nejvhodnější použití těchto ocelí je pro vnější atmosféry s mírným a středním znečištěním SO2 – koroze těchto ocelí je nižší než u běžných konstrukčních ocelí, ale korozní proces se nezastavuje. Při vyšších koncentracích SO2 (nad 90 μg/m3) nemá vzniklá patina dostatečnou ochrannou účinnost a svými vlastnostmi se blíží vrstvám rzi na uhlíkových ocelích. V případě intenzivní kontaminace povrchu ocelí chloridy nedojde k vytvoření ochranné vrstvy patiny a korozní chování je obdobné jako u běžných konstrukčních ocelí. V současné době jsou vyvíjeny nové typy oceli se zvýšenou odolností proti atmosférické korozi pro prostředí s vysokou salinitou (aerosoly chloridů).
Ve vnitřních mikroklimatech se přednosti nízkolegovaných ocelí neuplatňují. V dobře provětrávaných přístřeškových expozicích se na površích s alespoň omezeným periodickým ovlhčováním a vysušováním tvoří korozní vrstva, která je vizuálně odlišná od korozní vrstvy na běžných konstrukčních ocelích, nevykazuje však plně vlastnosti patiny vznikající na vnějších expozicích.
Doporučené konstrukční řešení staveb z patinujících nízkolegovaných ocelí je v národních [4] i mezinárodních směrnicích. Konstrukce má mít jednoduchý tvar a obrys s pravidelným plošným řešením. Při návrhu a stavbě konstrukce by měla být provedena opatření, která nebrání samovolné tvorbě a obnovování ochranné vrstvy na povrchu. Je povinností konstruktéra zahrnout do výpočtů ocel, která není chráněna proti korozi, a pokud je to třeba, kompenzovat tuto skutečnost zvýšením tloušťky stěny výrobku. Části s komplikovaným vyztužením, příložkami a složitými spoji, zvláště v kombinaci s jinými materiály nejsou vhodné. Povrchy konstrukcí, které nejsou vystaveny působení agresivních látek, může však na nich docházet ke kondenzaci, by měly být vhodně provětrávány. Pokud to není možné, je zapotřebí aplikovat vhodnou povrchovou ochranu.
4.3.4 Oceli korozivzdorné
Korozivzdorné oceli zahrnují chromové, chromniklové, manganové a manganchromniklové oceli. Materiálové normy korozivzdorných ocelí uvádějí základní technické požadavky na tyto konstrukční materiály:
- ČSN EN 10088-1 uvádí přehled chemického složení korozivzdorných ocelí, které jsou dále rozděleny podle jejich hlavních vlastností na oceli odolné korozi, oceli žáruvzdorné, oceli žáropevné a uvádí specifikaci v evropských normách. V normě je rozdělení korozivzdorných ocelí podle užitných vlastností, mikrostruktury a významných legujících prvků. Korozivzdorné oceli jsou v ČSN EN 10088-1 definovány jako oceli obsahující minimálně 10,5 % chromu a maximálně 1,2 % uhlíku, mající vysokou odolnost proti atmosférické korozi.
- ČSN EN 10088-2 specifikuje technické dodací podmínky za tepla nebo za studena válcovaných tenkých a tlustých plechů nebo pásů z korozivzdorných ocelí.
- ČSN EN 10088-3 specifikuje technické dodací podmínky pro polotovary za tepla nebo za studena tvářených tyčí, drátů, tvarové oceli a lesklých výrobků z obvyklých nebo speciálních jakostí z korozivzdorných ocelí.
- ČSN EN 10296-2 určuje technické dodací podmínky pro svařované trubky kruhového příčného průřezu.
Norma ČSN EN 1993-1-4 poskytuje základní informace pro použití korozivzdorných ocelí na konstrukcích nebo konstrukčních prvcích, které jsou obtížně přístupné pro provádění údržby nebo obnovy protikorozní ochrany. V příloze B této normy je uveden postup pro výběr vhodného typu korozivzdorné oceli pro dané podmínky prostředí. U aplikací, kde díly z korozivzdorné oceli zajišťují i konstrukční parametry, jsou rozhodujícím kritériem pro výběr materiálu mechanické vlastnosti.
Použití korozivzdorných ocelí může být účelné pro následující typy stavebních konstrukcí:
- nosné konstrukce sportovních staveb, části vystavené trvale vysoké vlhkosti, konstrukce osvětlovacích mostů a ramp;
- nosné i nenosné konstrukce v prostorách s vysokými nároky na čistotu (potravinářský, farmaceutický apod. průmysl);
- konstrukce odvodnění mostů a významných staveb (žlaby, odvodnění mostů a potrubí);
- architektonické a dekorativní části exteriérů i interiérů reprezentačních staveb, nosné konstrukce i fasády;
- konstrukce výstavních pavilonů a obdobných staveb;
- schodiště, zábradlí a podobné konstrukce ve frekventovaných místech nebo na konstrukcích obtížně přístupných pro provádění údržby nebo protikorozní ochrany.
Kromě konstrukčních prvků jsou korozivzdorné oceli používány jako spojovací materiál. Šrouby z korozivzdorných ocelí jsou specifikovány v normách ČSN EN ISO 3506 Část 1, 2, 3, 4 uvádějí chemické složení a mechanické vlastnosti šroubů, matic a dalších spojovacích prvků z austenitických, martenzitických a ferritických korozivzdorných ocelí. Kombinace korozivzdorných konstrukčních materiálů a spojovacích prvků může vést k bimetalické korozi. V prostředích s vysokou korozní agresivitou, kde lze předpokládat i dlouhodobé ovlhčení povrchu (průmyslová a přímořská atmosférická prostředí) se nedoporučuje použití spojovacích prvků z martenzitických a ferritických ocelí pro spojování austenitických korozivzdorných ocelí.
Korozní odolnost korozivzdorných ocelí je podmíněna pasivní vrstvou na povrchu. Pro vznik pasivního stavu je nezbytná přítomnost chromu v oceli v koncentraci min 12 %. Pasivitu korozivzdorných ocelí způsobuje kyslík, oxidační činidla a oxidační elektrochemické pochody. Jestliže je tato pasivní vrstva poškozena za podmínek, které nedovolují její obnovení, poté korozivzdorné oceli korodují obdobně jako uhlíkové nebo nízkolegované oceli. Velkým rizikem použití korozivzdorných ocelí je vznik lokálního korozního napadení – bodová koroze (pitting), štěrbinová koroze, korozní praskání a podobně, které se neprojevuje tvorbou výrazných vrstev korozních produktů, ale dochází k lokálnímu poškození materiálu, které může vést až k ztrátě celistvosti a pevnosti materiálu.
V atmosférickém prostředí vykazují austenitické chromniklové oceli vyšší korozní odolnost než oceli kalitelné martenzitické nebo feritické. Korozivzdorné oceli jsou obvykle odolné ve všech typech atmosfér s výjimkou přímořských oblastí, kde chloridové ionty v aerosolu mořské vody poškozují pasivní vrstvu a vyvolávají vznik bodové koroze. Korozní úbytky rovnoměrné koroze korozivzdorných ocelí jsou i v případě dlouhodobých expozic velmi nízké a zanedbatelné. I při zanedbatelných úbytcích materiálů dochází někdy na povrchu těchto ocelí ke vzniku barevných vrstev. U chromových ocelí na venkovní atmosféře může vznikat i tenká povrchová vrstva rzi. Znečištění atmosféry chloridy a železem v prašných částicích je často příčinou výskytu korozních skvrn na korozivzdorných ocelích. Znečištění chloridy může pocházet z chloridu vápenatého používaného v betonových směsích, z přímořského vzdušného aerosolu, z průmyslových zdrojů nebo z posypových solí používaných v zimním období na údržbu vozovek. Přítomnost chloridů v atmosféře nebo na povrchu oceli urychluje korozi korozivzdorné oceli. O vhodnosti použití jednotlivých typů korozivzdorných ocelí v různých typech atmosférického prostředí rozhoduje spíše náchylnost k projevům lokálního korozního napadení (tab. 4).
Kontaktní plochy a spojení mezi korozivzdornými ocelemi a ostatními kovovými materiály viz tab. 4.
Tab. 4 Vhodné typy korozivzdorných ocelí pro atmosférické prostředí
| Typ korozivzdorné oceli | Atmosférické prostředí | |||||||||||
| venkovské | městské | průmyslové | přímořské | |||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | |
| chrom-niklové austenitické oceli (např. 1.4301, 1.4307, 1.4541, 1.4318) | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓* | X | ✓ | ✓* | X |
| chrom-nikl-molybdenové austenitické oceli (např. 1.4401, 1.4404, 1.4571) a duplexní ocel 1.4362 | 0 | 0 | 0 | 0 | ✓ | ✓ | ✓ | ✓ | ✓* | ✓ | ✓ | * |
| duplexní ocel 1.4462 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ✓ | 0 | 0 | ✓ |
| L – nízká korozní agresivita prostředí v daném typu atmosféry, např. nízká relativní vlhkost M – střední korozní agresivita prostředí v daném typu atmosféry H – korozní napadení může být vyšší, než je charakteristické pro daný typ atmosféry, např. dlouhodobým působením vysoké vlhkosti, vyšší teplotou a působením agresivního znečištění ovzduší 0 – z hlediska korozního napadení předimenzovaný materiál ✓ – nejvhodnější materiál (technické i ekonomické hledisko) ✓* – materiál lze použít v případě dalších opatření (leštěný povrch, pravidelné oplachy povrchu) X – materiál bude intenzivně korodovat (lokální mechanismus koroze) |
||||||||||||
Norma ČSN EN 1993-1-4, Příloha B, popisuje mechanismus koroze korozivzdorných ocelí a šest typů korozního napadení. U pozemních staveb se pravděpodobně může vyskytnout pouze bodová, štěrbinová a kontaktní koroze.
K bodovému koroznímu napadení dochází při nerovnoměrném přístupu vzduchu k povrchu. Ve většině konkrétních aplikací se vyskytuje bodová koroze, která nemá velký rozsah a je přijatelná, protože zmenšení průměru prvku, a tedy snížení mechanických vlastností je zanedbatelné. Korozní produkty však mohou poškodit architektonický vzhled prvku. Náchylnost korozivzdorných ocelí k bodové korozi zvyšuje mechanické poškození povrchu např. poškrábání, hrubé broušení. Při manipulaci nebo při strojním opracování korozivzdorných ocelí mohou na jejich povrchu zakotvit kovové částice nelegovaných nebo nízkolegovaných ocelí, které mohou působit jako malé anody korozních článků, jejichž katodou je korozivzdorná ocel.
Štěrbiny, které se tvoří mezi dvěma kovovými materiály nebo mezi kovovým a nekovovým materiálem (např. těsnění), mohou vyvolat tvorbu koncentračních článků, které mohou způsobit bodovou korozi uvnitř štěrbiny. Štěrbiny a následně štěrbinová koroze se obvykle objevují mezi maticemi a podložkami, v oblasti závitu nebo dříku šroubu, ve svarech s chybami průvaru a pod nánosy na povrchu oceli.
Nelze ani vyloučit místní korozní napadení korozivzdorných ocelí způsobené nehomogenitou povrchu, nevhodným tepelným zpracování apod.
Pravděpodobnost bodové koroze vzrůstá vlivem vad vzniklých při svařování, jako je propadání svarového kovu, neúplný průvar kořene svaru, nesprávné postavení hran, otevřené póry, rozstřik svarového kovu, zbytky strusky na základním kovu i svaru. Během svařování se mohou vytvářet oxidové vrstvy tmavšího zabarvení, které značně zvyšují pravděpodobnost bodové koroze.
Doplňující pravidla pro navrhování konstrukcí z korozivzdorných ocelí jsou v ČSN EN 1993-1-4. Na korozní odolnost má vliv stav povrchu, který by měl být určen projektovou specifikací. Dále norma ČSN EN 1090-2 doporučuje celou řadu opatření pro manipulaci a skladování, např. používat ochranné folie, filmy nebo jiné povlaky a ponechat je na konstrukci tak dlouho jak je to účelné atd.
4.3.5 Hliník
Hliník se uplatňuje jako elektrovodivý a povlakový kov, jako konstrukční materiály se uplatňují slitiny hliníku. Specifikace pro tyto konstrukce jsou uvedeny v normě ČSN EN 1999-1-1. Zde jsou uvedeny pouze základní a obecné charakteristiky hliníku.
Hliník a slitiny hliníku jsou velmi reaktivní a lehce oxidovatelné materiály. Korozní odolnost hliníku se většinou zvyšuje s jeho stoupající čistotou. Z korozního hlediska je u hliníkových slitin rozhodující to, zda jde o slitiny hliníku s mědí, nebo bez mědi. Korozní odolnost slitin hliníku bez obsahu mědi je shodná s korozní odolností čistého hliníku. Slitiny hliníku obsahující měď jsou méně odolné v agresivních prostředích, a to i v průmyslových atmosférách. U slitin s podstatným množstvím hořčíku, zinku, mědi nebo železa mohou rovněž nastat jiné druhy místní koroze, například korozní praskání, koroze po vrstvách a mezikrystalová koroze.
Na povrchu hliníku a jeho slitin vzniká velmi rychle – během několika minut – ochranná oxidická vrstva o tloušťce přibližně 0,1 nm. Tato vrstva postupně pomalu roste a dosahuje tloušťky až 1 nm, ve vlhkých prostředích až 1 μm. Přirozený ochranný film na hliníkových slitinách ovlivňují nejen rozpuštěné legující kovy, ale i heterogenní struktura. Vrstva oxidu hlinitého (Al2O3) má amorfní charakter a není odolná vůči působení silných kyselin a zásad. Oblast minimální koroze je pro hliník v rozmezí pH 5,5 – 8,5 s minimem okolo pH 6,5. Přítomnost některých iontů či kyselin i ve velmi nízkých koncentracích vede k intenzivní korozi hliníku:
- v případě znečištění chloridy dochází k důlkovému napadení hliníku, které může pronikat do hloubky;
- v případě organických kyselin je intenzita korozního napadení závislá na koncentraci vodíkových iontů, tedy agresivita kyselin klesá s jejich molekulovou hmotností.
Významnou úlohu při korozi hliníku má způsob spojování, které musí být provedeno tak, aby nevznikly spáry a štěrbiny. Plochy dobře omývané srážkami a rychle vysušované vykazují významně menší výskyt a rozsah nerovnoměrného napadení než plochy trvale vlhké nebo s úsadami nečistot. V případě, že nelze prvek konstrukčně vyřešit tak, aby nevznikaly spáry a štěrbiny, je nutné počítat s nižší předpokládanou životností, vhodná by byla vyšší frekvence kontrol nebo předepsané zvýšené nároky na protikorozní ochranu a častější údržbu.
V atmosférických prostředích koroduje hliník a jeho slitiny přednostně rovnoměrnou korozí s malou korozní rychlostí (tab. 5), ale v některých podmínkách jsou hliník a jeho slitiny náchylné k nerovnoměrným typům korozního napadení. Větším rizikem, než rovnoměrné korozní napadení jsou všechny formy lokálního napadení hliníkových slitin. Nejběžnější typy lokálního napadení hliníku jsou bodová (pittingová) koroze, štěrbinová koroze, mezikrystalická koroze (zejména dural) a galvanická (kontaktní) koroze.
Tab.5 Směrné korozní rychlosti hliníku a jeho slitin (ČSN EN ISO 9224)
| Stupeň korozní agresivity | Korozní rychlost (µm/rok) | |
| prvních 10 let | další roky | |
| C1 | <0,01 | zanedbatelná |
| C2 | <0,025 | 0,01 – 0,02 |
| C3 | 0,025 -– 0,2 | 0,02 – 0,2 |
| C4 | lokální koroze | lokální koroze |
| C5 | lokální koroze | lokální koroze |
| CX | lokální koroze | lokální koroze |
Hodnocení dlouhodobě exponovaných hliníkových materiálů ukazují, že k největšímu nárůstu hloubky důlků dochází během několika prvních let (do pěti let) a pak je jejich nárůst hloubky důlků velmi pomalý. Rychlost důlkového napadení je ovlivněna korozní agresivitou prostředí.
Ve stavebnictví se hliník používá s povrchovou úpravou anodickou oxidací (eloxování) s možným vybarvováním nebo s povlaky nátěrových hmot. Požadavky na tuto povrchovou úpravu jsou specifikovány v normě ČSN EN ISO 7599.
4.3.6 Zinek
Zinek a slitiny zinku jsou používány jako povlakový kov, nové slitiny legované Al, Cu, Ti, Pb (titanzinek) jsou používány i jako stavební materiály, zejména jako krytiny, okapní žlaby, okapní svody, obklady a podobně.
Povlaky zinku chrání ocel proti korozi. Podle použité technologie zhotovení se tloušťka zinkového povlaku pohybuje od přibližně 10 µm do 80 – 100 µm, v některých případech je i vyšší. Zinek je elektrochemicky méně ušlechtilý kov než ocel, a proto ji chrání v místech pórů či drobnějších defektů v povlaku – až do vzdálenosti přibližně 2 mm. Korozní napadení povlaku je dané podmínkami prostředí a převážně probíhá rovnoměrně. Nebyl zjištěn podstatný rozdíl v korozní rychlosti povlaků zhotovených různými technologiemi. Koroze základního kovu nastane až po zeslabení vrstvy zinkového nebo slitinového povlaku na tloušťku, kdy se ve větším rozsahu projeví nerovnoměrnosti v tloušťce a póry v zinkovém povlaku, tedy na přibližně 5 µm. Při této hodnotě ztrácí povlak svou ochrannou funkci a začíná koroze základního kovu.
Koroze zinku je ovlivněna dobou, po kterou je povrch vystaven působení prostředí – především vlhkosti a znečištění. Koroze probíhá většinou souvisle v celé vrstvě přes porézní vrstvu korozních produktů, které korozi zpomalují. Korozní produkty jsou omezeně rozpustné a jsou schopny vázat agresivní ionty, což podmiňuje relativně vysokou korozní odolnost zinku ve vnějších atmosférách. Místní znečištění povrchu či agresivní vrstvy mohou výrazně místně zvýšit rychlost koroze. Zinek je zvláště citlivý na znečištění chloridy, formaldehydem a organickými kyselinami (např. obsaženými ve dřevě). Při zvýšeném působení vlhkosti a specifických agresivních látek korozní rychlost zinku obvyklá v běžných atmosférických podmínkách prudce roste. Korozní rychlost zinku je obvykle nízká a ustálená v prostředí v rozmezí pH 5,5 až 12,5, což má význam především při kontaktu pozinkovaných konstrukčních prvků se stavebními hmotami, jak bude popsáno v kap. 4.5.
Tab. 6 Směrné korozní rychlosti zinku a jeho slitin (ČSN EN ISO 9224)
| Stupeň korozní agresivity | Korozní rychlost (μm/rok) | |
| prvních 10 let | další roky | |
| C1 | <0,07 | <0,05 |
| C2 | 0,07 – 0,5 | 0,05 – 0,4 |
| C3 | 0,5 -– 1,4 | 0,4 -– 1,1 |
| C4 | 1,4 -– 2,7 | 1,1 -– 2,2 |
| C5 | 2,7 -– 5,5 | 2,2 -– 4,4 |
| CX | 5,5 -– 16 | 4,4 -– 13 |
Směrné hodnoty uvedené v tab. 6 jsou vztaženy k hutnímu, čistému zinku. Publikované údaje o korozních rychlostech zinkových povlaků (žárový ponor, žárové stříkání, elektrolyticky vyloučený atd.) se značně liší, ale obecně lze konstatovat, že jsou nižší než korozní rychlosti hutního zinku s výjimkou žárově stříkaného povlaku zinku.
Další informace o korozních rychlostech a vlastnostech kovových povlaků zinku jsou uvedeny v souvisejících normách. Norma ČSN EN ISO 2063 – Část 1, 2 uvádí charakteristické vlastnosti povlaků vytvořených žárovým stříkáním zinku, hliníku a jejich slitin určených k ochraně proti korozi a metody zkoušení těchto povlaků. Norma obsahuje definice, klasifikaci a označování těchto povlaků ve vztahu k jejich tloušťce. Zabývá se přípravou povrchu, vytvářením povlaků a jejich charakteristickými vlastnostmi, a to tloušťkou, vzhledem a přilnavostí. Uvádí zkušební metody pro kontrolu těchto vlastností.
Korozním chováním zinkových povlaků zhotovených různými technologiemi se zabývá norma ČSN EN ISO 14713. Norma uvádí základní informace o korozi zinku v atmosféře, půdě, vodách a při mimořádném namáhání, jakou je například abraze. Shrnuje všeobecné zásady a postupy při volbě protikorozní ochrany pro daný typ prostředí a uvádí konkrétní doporučení minimální tloušťky a typu zinkového povlaku pro jednotlivé stupně agresivity atmosféry.
Korozní rychlost slitinových povlaků Zn-Al je nižší se zvyšujícím se podílem Al v povlaku a může být až poloviční oproti korozní rychlosti zinkového povlaku.
4.4 SPOJE KONSTRUKCÍ Z RŮZNÝCH KOVŮ
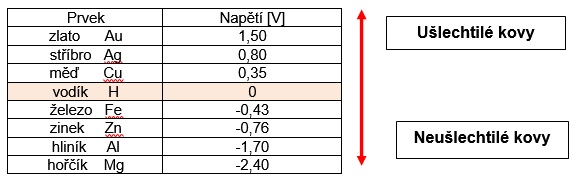
K důležitým otázkám volby kovových konstrukčních materiálů z hlediska ovlivnění jejich koroze patří také volba spojení různých kovů. Při vodivém spojení dvou kovů s různým elektrodovým potenciálem vzniká elektrický článek, který je tvořen:
- anodou (kov s nižším elektrodovým potenciálem, tzv. méně ušlechtilý);
- katodou (kov s vyšším elektrodovým potenciálem, tzv. ušlechtilejší);
- elektrolytem (např. trvalé ovlhčení), kterým je vodivý roztok spojující anodu a katodu.
Protékající proud způsobí rozpouštění (korozi) méně ušlechtilého kovu (anody). Proto se celkově anoda rozpouští, ubývá, zatím co katoda zůstává prakticky nedotčena nebo nabývá. Základní elektrochemická řada napětí kovů je v tab. 7. Rychlost koroze závisí na rozdílu napětí (potenciálů) mezi oběma spojenými kovy, velikosti plochy styku, teplotě, době působení a složení elektrolytu. Čím větší je plocha ušlechtilejšího kovu v poměru k ploše méně ušlechtilého kovu, tím rychlejší je napadení galvanickou korozí. Kontaktní koroze může mít nepříznivé důsledky zejména v případě, že je plocha korozní anody výrazně menší než plocha katody. V tom případě se koroze soustřeďuje do malé plochy důlku, štěrbiny či trhliny.
V atmosférickém prostředí má tato koroze některé specifické podmínky dané tím, že elektrolytem je velmi tenká vrstva vlhkosti. Vznikající elektrické proudy se uplatňují v tenkých vrstvách elektrolytu do vzdálenosti maximálně 5 mm od spoje kovů, a to ještě jen tehdy, když stoupne elektrická vodivost povrchového elektrolytu rozpuštěním znečištění (atmosférického i povrchového). Nebezpečí vzniku kontaktní koroze se zvyšuje se znečištěním atmosféry, respektive elektrolytu a s dobou ovlhčení povrchu.
Další nezbytnou podmínkou vzniku galvanického článku je dostatečně velký rozdíl potenciálů obou kovových materiálů. Sekundárně se mohou uplatnit i korozní produkty méně ušlechtilého kovu. Nebezpečná kombinace různých kovů se může uplatnit i v případě stékání elektrolytu z povrchu kovů s vysokým elektrochemickým potenciálem (především Cu a slitin Cu) na méně ušlechtilé kovy, kde vyloučená stopová množství ušlechtilejšího kovu vyvolají kontaktní korozní napadení.
Tab. 7 Elektrochemická řada napětí kovů
V případech svařovaných spojů je třeba kombinace těchto materiálů zohlednit ve vztahu k návrhu a aplikaci PKO.
V případě, že je z konstrukčních důvodů nevyhnutelné použití spojení dvou kovů tvořících galvanický článek, musí být styčné plochy obou kovů elektricky izolované, např. použitím nátěrů, do vzdálenosti minimálně 20 mm od jejich vzájemného spoje.
Příklad
Má-li se korozivzdorná ocel přivařit k uhlíkové oceli, musí protikorozní ochrana dílce z uhlíkové oceli přesahovat vlastní svarovou oblast nejméně o 20 mm do korozivzdorné oceli s přiměřeným překryvem vrstev nátěrového povlaku.
Technicky významných hodnot dosahuje kontaktní koroze v atmosférách se stupněm korozní agresivity C3 a vyšším. Přípustnost kontaktů různých kovů je daná rozdílem jejich potenciálů, jejich polarizovatelností v daném prostředí, ohmickým odporem prostředí a u kovů, které jsou používány ve vodném prostředí, plochou kovů, které jsou v kontaktu.
Ochrana proti kontaktní korozi se provádí:
- vhodným konstrukčním řešením;
- elektrickou izolací zabraňující styku kovů (podložky, těsnění, nátěry), příklad řešení je na obr.3;
- elektrochemickými metodami;
- izolací kontaktů kovů od okolí;
- úpravou korozního prostředí.
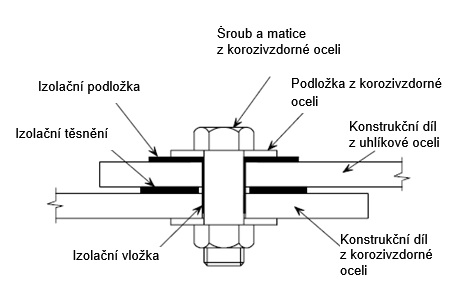
Obr. 3 Příklad řešení styku různých materiálů spojovacího prvku a konstrukčního materiálu (ČSN EN 1993-1-4, Příloha A)
Informace o korozním chování podkladového a spojovacího materiálu ze dvou různých kovů v kontaktu ukazuje tab. 8.
Tab. 8 Korozní chování spojovacího materiálu
| Základní materiál | Spojovací materiál – šrouby | |||||
| Zn + HDG | AL + Al slitiny | ocel + litina | měď, mosaz, bronz | martenzitická korozivzdorná ocel (typ 410) | austenitická korozivzdorná ocel (typ 302, 304, 303, 305) | |
| Zn + HDG | A | B | B | C | C | C |
| Al + Al slitiny | A | A | B | C | NEVHODNÉ | B |
| ocel + litina | AD | A | A | C | C | B |
| měď, mosaz, bronz | ADE | AE | AE | A | A | B |
| feritická korozivzdorná ocel (typ 430) | ADE | AE | AE | A | A | A |
| austenitická korozivzdorná ocel (typ 302/304) | ADE | AE | AE | AE | A | A |
Vysvětlivky:
A koroze základního materiálu se nezvyšuje spojovacím materiálem
B koroze základního materiálu se nepatrně zvýší spojovacím materiálem
C koroze základního materiálu je výrazně zvýšena spojovacím materiálem
D pokovení spojovacího materiálu se rychle degraduje, zůstává základní materiál spojovacího materiálu
E koroze spojovacího materiálů se zvyšuje základním materiálem
4.5 STYK KONSTRUKČNÍCH KOVŮ SE STAVEBNÍMI MATERIÁLY
Znečištění povrchu může výrazně místně zvýšit rychlost koroze kovů. V řadě typů pozemních staveb přichází konstrukce nebo povrchové úpravy ocelových konstrukcí do styku s dalšími materiály: stavebními hmotami, dřevem, izolací, lepenkou a podobně.
Stavební hmoty v tuhé fázi nezpůsobují korozi kovů, ale v případě, kdy jsou jednotlivé složky stavebních hmot rozpuštěné, působí řada z nich agresivně na kovy. Při hydrataci stavebních hmot se uvolňuje různé množství hydroxidu vápenatého, který reaguje silně alkalicky (pH 12 – 13). Rychlost koroze řady kovů je významně závislá na pH prostředí (obr. 4a, 4b). V tab. 9 je uvedeno porovnání korozní rychlosti konstrukční uhlíkové oceli, korozivzdorné oceli 18Cr10Ni (1.4301,AISI 304) a pozinkované oceli (zinkového povlaku) ve styku s betonem. Nejnižší korozní rychlost vykazuje korozivzdorná ocel a nejvyšší korozní rychlost pak zinkový povlak na oceli. Ve vzduchu přítomný oxid uhličitý rychle reaguje s Ca(OH)2 za vzniku obtížně rozpustného uhličitanu vápenatého, což vede ke snížení pH prostředí. Přibližně po dvou dnech expozice v nasyceném roztoku hydroxidu vápenatého se u těchto kovových materiálů vytvoří pasivní vrstva a korozní rychlost se sníží. Počáteční rychlá koroze při styku se stavebními materiály časem klesá a po jednom roce je již průběh koroze pomalý. V přítomnosti chloridů ve stavební hmotě se však korozní rychlost kovů zvyšuje.
Tab. 9 Korozní rychlost kovových materiálů v betonu
| Expozice (dny) | Korozní rychlost v betonu1) (µm/den) | ||
| konstrukční uhlíková ocel | korozivzdorná ocel AISI 304 | pozinkovaná ocel2) | |
| 1 | 0,060 | 0,026 | 0,220 |
| 2 | 0,013 | 0,002 | 0,048 |
Poznámka:1)
Prostředí betonu bylo modelováno nasyceným roztokem hydroxidu vápenatého (1,85 g Ca(OH)2/l).
2) Zinkový povlak s tloušťkou 190 µm.
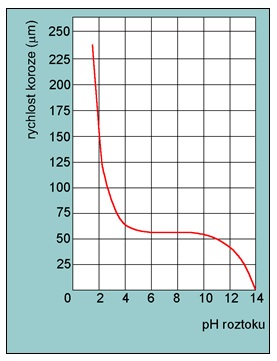
Obr. 4a
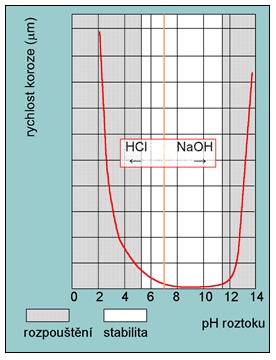
Obr. 4b Závislost rychlosti koroze Fe na pH roztoku Závislost rychlosti koroze Zn na pH roztoku [zdroj SVÚOM]
Také například sádrová omítka obsahuje síran vápenatý v různých stupních hydratace a řadu plniv, tenzidů a podobných látek. Tato sloučenina má výrazný korozní vliv na zinek a ocel, především v kombinaci s působením vlhkosti. Korozní rychlost zinku v sádrové omítce je až 13 μm/rok a oceli až 9 μm/rok. Korozní rychlost je nejvyšší v počátečním období po zabudování zinkovaných prvků do omítek a po přibližně třech měsících klesá spolu se snižujícím se obsahem vody v omítce. K asi 80procentnímu úbytku tloušťky zinkového povlaku dochází v těchto prvních třech měsících, přičemž k okolo 55 % úbytku tloušťky zinkového povlaku dochází v prvním měsíci.
U hliníkových materiálů je zpomalení koroze v čase důsledkem vzniku vrstvy hlinitanů vápenatých a podobných sloučenin, které mají obdobnou ochrannou funkci jako oxidická vrstva. U hliníku došlo po jednom roce k úbytku 34 μm – 100 μm podle typu stavební hmoty.
Alkalické stavební hmoty způsobují obvykle rovnoměrnou korozi (v případě, že jsou ve styku s celým povrchem kovového materiálu). U většiny materiálů korozní aktivita Ca(OH)2 při poklesu relativní vlhkosti vzduchu v okolí stavebního materiálu pod hodnotu 98 % je již zanedbatelná. Obsahují-li stavební hmoty nemrznoucí přísady (CaCl2, MgCl2), vytvářejí korozně aktivní prostředí až do hodnoty 30 % relativní vlhkosti okolního prostředí. Tedy tyto hygroskopické sloučeniny jsou trvale aktivní i poté, když je stavební hmota již zcela suchá. Místní zvýšení koncentrace těchto přísad způsobuje důlkovou korozi.
Problémy může ve stavebnictví způsobit i vrstva vznikajících korozních produktů. Zvětšením objemu může dojít k popraskání stavebního materiálu, zejména v případě tenkostěnných profilů. Největší problém je v případě betonu z portlandského cementu při použití eloxovaného hliníku.
Exhaláty z lepidel a tmelících hmot, zvláště pokud se může uvolňovat i ve velmi malých množstvích formaldehyd či organické kyseliny, katalyticky urychlují korozi zinku ve vlhkém prostředí. Agresivně mohou působit i případné vyluhovatelné podíly z podkladové překližky, minerální vaty apod. materiálů.
4.6 STYK KOVOVÝCH KONSTRUKCÍ S CHEMICKÝMI ROZMRAZOVACÍMI PROSTŘEDKY
Rozsah i dosah vlivu posypových solí na konstrukce může být různý, s ohledem na řadu faktorů, které mají v závislosti na konkrétních podmínkách různý význam (např. poloha komunikace v terénu, frekventovanost, spádové poměry, průběh počasí). Dosah negativního vlivu je podmíněn především konfigurací terénu. Bezprostředně je ohrožena vzdálenost do 10 -– 15 m od okraje komunikace, kritická může být vzdálenost 30 až 70 m. V lokalitě, kde se kumuluje více nepříznivých vlivů, může vliv posypových solí dosahovat podstatně dále – 200 m i více (prudké svahy pod úrovní komunikace, podmáčené paty svahů, místa vyústění odtokových zařízení z komunikace apod.).
Nejčastěji jsou korozí vyvolanou chloridy postiženy konstrukce na silničních komunikacích, zvláště:
- konstrukce mostů, mostovky, opěry a pilíře, které jsou vystaveny roztokům soli z posypového materiálu;
- konstrukce a vybavení tunelů;
- normální nebo poschoďová parkoviště.
4.7 VLIV PŮDY A VODY NA KOROZNÍ CHOVÁNÍ KOVŮ
Část konstrukcí může být ve styku s půdou nebo vodou, například kotvení staveb. Rozbor korozních podmínek úložné konstrukce je složitý, neboť dochází k interakcím různých činitelů korozního systému, jako je půda, druh kovového materiálu, charakteristiky konstrukce a prostředí. Základní informace lze získat z ustanovení ČSN EN 12501 Část 1 a 2. Norma je sice určena pro úložná zařízení, ale obecné posouzení pravděpodobnosti koroze kovových konstrukcí lze použít i pro kotvící části pozemních staveb. Posouzení zahrnuje:
- parametry půdy (pH, obsah solí, obsah vody, měrný odpor, homogenita, složení);
- charakteristiky konstrukce (materiál, geometrie, provozní podmínky);
- činitele prostředí.
Norma ČSN EN 12501 Část 1 a 2 se vztahuje pouze k půdám a zásypovým materiálům v přímém styku s konstrukcí. Koroze konstrukce v dané půdě záleží na mnoha parametrech specifických pro každou konstrukci, jako je například geometrie, složitost a provozní podmínky. Mimo to se u existujících konstrukcí uvažují korozní produkty jako součást korozního systému. V případě posuzování koroze úložné konstrukce, se snížení její funkce uvažuje ve vztahu k očekávanému druhu koroze. Hlavní druhy koroze, které se mají uvažovat ve vztahu k základní funkci konstrukce, jsou rovnoměrná a lokální koroze.
Existuje celá řada klasifikací korozní agresivity půd, obvykle na základě rezistivity, ale i typu a velikosti částic – Unified Soil Classification Systém (USCS):
- půdy s částicemi … <5 μm,
- půdy s částicemi … 5 -– 75 μm,
- půdy s částicemi … 75 μm -– 4,75 mm.
Korozní zkoušky v půdách ukazují, že v počátečním období cca 2 – 4 let je korozní rychlost nízkolegované oceli i zinku vyšší a následně dochází ke zpomalení korozní rychlosti (obr. 5). Podle typu půdy se pak hodnoty ν1 a ν2 liší pro oba kovové materiály (tab. 10).

Obr. 5 Průběh korozní rychlost nízkolegované oceli a zinku v půdě
Tab. 10 Korozní rychlost kovových materiálů v půdách (µm/rok)
| Typ půdy | ocel | zinek | ||
| ≤ 4 roky | > 4 roky | ≤ 2 roky | > 2 roky | |
| I | 9 – 28 | 2 – 7 | 2 – 8 | 0,5 – 2 |
| II | 18 – 35 | 6 –16 | 10 – 30 | 2 – 3 |
| III | 55 – 188 | 10 – 188 | 30 – 55 | 9 – 48 |
Podobně složitá je situace u hodnocení koroze kovových materiálů ve vodách vzhledem k jejich velmi různému a proměnlivému složení a dalším parametrům (teplota, rychlost proudění, unášené písky, provzdušnění apod.).
4.8 MECHANICKÉ VLIVY NA KOROZNÍ PROCES KOVŮ
Konstrukce typu stožárů a věží jsou významně dynamicky namáhány, a to především v okolí šroubových spojů. Tato namáhání mohou ovlivnit životnost povrchové protikorozní ochrany.
Ocelové konstrukce na pozemních komunikacích jsou vystaveny také dalším druhům mechanického namáhání například abrazi kameny, pískem, drtí, štěrkem, posypovým materiálem. V mnoha případech není protikorozní ochrana provedená běžnými nátěrovými systémy odolná proti tomuto druhu namáhání.
5 PROTIKOROZNÍ OCHRANA
5.1 ŽIVOTNOST PKO
Plánovaná životnost je základním činitelem v postupu volby způsobu ochrany konstrukčních prvků. Životnost prvku či výrobku se odvozuje ve vztahu k jeho nejdůležitější funkční vlastnosti, tedy tloušťce prvku, požadavku na plochy nezasažené korozí, změny barvy či lesku. Pokud navrhovaná PKO bude mít nižší životnost, než je životnost OK, je nutné zajistit v odpovídajících intervalech její obnovu.
Životnost je definovaná v několika normách, vždy se však jedná o dobu, po kterou bude ochranný povlak splňovat stanovené požadavky. Tyto požadavky mohou být, v závislosti na typu a charakteru konstrukce, velmi rozdílné. Norma ČSN EN 1993-1-1 definuje, tzv. návrhovou životnost ocelových konstrukcí, to znamená období, po které se předpokládá, že se konstrukce bude používat pro určený účel bez ohledu na stav PKO. V ČSN EN 1990 jsou obecně uvedeny kategorie návrhových životností s příklady typů pozemních staveb (tab. 11).
Tab. 11 Návrhová životnost konstrukcí
| Kategorie návrhové životnosti | Informativní návrhová životnost (roky) | Příklady konstrukcí |
| 1 | 10 | dočasné konstrukce |
| 2 | 10 – 25 | vyměnitelné konstrukční části, jeřábové nosníky, ložiska |
| 3 | 15 – 30 | zemědělské a obdobné stavby |
| 4 | 50 | budovy a další běžné stavby |
| 5 | 100 | monumentální stavby, mosty a jiné inženýrské konstrukce |
Životnost pozemních staveb a jejich částí musí být zajištěna navrhováním na zatížení z okolního prostředí a na únavu, pokud se vyskytuje, a vhodnou ochranou proti těmto účinkům. Účinky zhoršení vlastností materiálu, koroze nebo únavy se musí uvážit při výběru vhodného materiálu (ČSN EN 1993-1-4, ČSN EN 1993-1-10) a konstrukčního řešení (ČSN EN 1993-1-9) nebo konstrukční rezervou a volbou vhodného systému protikorozní ochrany.
Obecné požadavky na protikorozní ochranu jsou uvedeny v ČSN EN 1990. Prostředky a způsoby provádění ochranných úprav ve výrobě a při montáži musí být v souladu s ČSN EN 1090-2. V závislosti na typu konstrukce, ze kterého vyplývá návrhová životnost, se musí při navrhování s ohledem na korozi uplatnit:
- vhodná protikorozní ochrana;
- oceli se zvýšenou odolností proti atmosférické korozi;
- korozivzdorné oceli;
- konstrukční řešení pro postačující únavovou životnost;
- hlediska opotřebení;
- kontrola a údržba.
Životnost protikorozní ochrany je technický předpoklad, který umožňuje sestavit program údržby. To znamená, že je nutné provést vyhodnocení systému ochrany a následně navrhnout vhodné kroky. Části konstrukcí, které jsou vystaveny koroznímu namáhání a které nejsou po montáži přístupné, musí být opatřeny takovou protikorozní ochranou, která bude účinná po celou dobu životnosti konstrukce. Pokud tohoto požadavku nelze dosáhnout volbou protikorozní ochrany, musí být volena jiná řešení a opatření, například tyto části musí být konstrukčně řešeny tak, aby byly vyměnitelné, zhotovené z korozně odolných materiálů nebo s dostatečným přídavkem na korozi.
Životnost systému protikorozní ochrany musí být součástí zadávacích podmínek návrhu – specifikace protikorozní ochrany včetně definice mezního poškození tohoto systému korozí (ČSN EN ISO 12944-1 nebo jiný požadavek), případně je vhodné uvést tento požadavek ve smlouvě (například životnost 25 let, mezní poškození Ri5 na konci životnosti atd.). Je možné akceptovat i jiné požadavky, než uvádí ČSN EN ISO 12944, musí však být dohodnuty a odsouhlaseny zúčastněnými stranami předem.
Ideální je takové řešení, které zajistí dostatečnou protikorozní ochranu konstrukce po dobu její fyzické, případně morální životnosti. Přitom ovšem předimenzování ochrany, tedy ochrana s větší životností, než je životnost celého zařízení, je z hlediska ekonomického nežádoucí. V mnohých případech je vhodné navrhovat životnost protikorozní ochrany tak, aby odpovídala termínům jednotlivých generálních oprav, přitom je ovšem třeba zvážit, že náklady na obnovu protikorozní ochrany (zejména pro značnou pracnost, náklady spojené s technologickými odstávkami, omezením dopravy apod.) bývají obvykle podstatně vyšší, než jsou její pořizovací náklady. Je-li koroze rozhodujícím činitelem funkce celého zařízení, je správně zvolená protikorozní ochrana jedinou zárukou dosažení předpokládané životnosti.
Podle normy ČSN EN ISO 12944-1 je obvykle životnost nátěrových systémů vyjádřena pomocí čtyř rozmezí:
- nízká (L – low) do 7 let;
- střední (M – medium) od 7 do 15 let;
- vysoká (H – high) od 15 do 25 let;
- velmi vysoká (VH – very high) přes 25 let.
Životnost nátěrů je charakterizována jako očekávaná doba do jejich první obnovy. Pro volbu vhodného nátěrového systému (tloušťky, pojivové báze, počtu vrstev atd.) lze využít doporučení ČSN EN ISO 12944-5, kde jsou pro základní podkladové materiály (konstrukční ocel, žárově zinkovaná ocel ponorem a žárově stříkané povlaky zinku nebo zinkové slitiny), korozní agresivitu prostředí a požadovanou životnost uvedeny doporučované nátěrové systémy.
K predikci životnosti kovových materiálů (konstrukční oceli a oceli se zvýšenou odolností k atmosférické korozi) i protikorozní ochrany kovovými povlaky (zinkové a hliníkové povlaky) lze použít hodnoty směrných korozních úbytků podle ČSN EN ISO 9224. Pro nátěrové systémy v současné době podobná metodika predikce životnosti neexistuje a predikce životnosti těchto ochranných systémů je založena na principu hodnocení stupně jejich degradace, zejména prokorodování, puchýřování, praskání a hodnocení zbytkové přilnavosti.
Funkčnost ochranných povlaků na ocelovém podkladu závisí významně na výchozím stavu ocelového povrchu, stupni přípravy povrchu, kvalitě jeho provedení a expozičních podmínkách a v neposlední řadě na konstrukčním řešení.
Stupeň degradace materiálu nebo protikorozní ochrany může být odhadnut na základě inspekčního hodnocení nebo dlouhodobých zkušeností. Z hlediska životnosti materiálu nebo protikorozní ochrany je nutné specifikovat mezní stavy použitelnosti (mezní stav 1) a mezní stavy únosnosti (mezní stav 2). V případě mezního stavu 1 (například zbytková tloušťka zinkového povlaku je vysoká, prokorodování nátěrového systému Ri je ojedinělé nebo malé) lze prodloužit životnost protikorozní ochrany částečnými opatřeními (například částečná obnova ochranného nátěrového systému – očištění povrchu, oprava místního poškození a aplikace vhodného nátěrového systému). V případě, že stav protikorozní ochrany konstrukce dosáhne již mezního stavu 2 (například zbytková tloušťka zinkového povlaku je téměř nulová, 10 % nebo více procent plochy nátěru dosáhne vysokého prokorodování, přilnavost nátěrového systému je nízká) je nutná celková obnova protikorozní ochrany (například otryskání na stupeň Sa 21/2 a aplikace celého nátěrového systému), obr. 6.

mezní stav 1 – degradace umožňuje pouze údržbu povrchu nebo protikorozní ochrany
mezní stav 2 – degradace vyžaduje opravu/výměnu konstrukčního prvku nebo protikorozní ochrany
Obr. 6 Životnost a hodnocení cyklů životnosti [zdroj SVÚOM]
Žárově stříkané povlaky jsou podle ČSN EN ISO 2063 Část 1 a 2 aplikovány v takových doporučených minimálních tloušťkách, aby životnost kovového povlaku dosáhla přibližně 30 let – tyto minimální tloušťky se liší podle typu povlaku, následné další úpravy a typu prostředí expozice.
Obecně lze konstatovat, že životnost kovových povlaků odpovídá jejich tloušťce a korozní rychlosti povlakového materiálu v daném prostředí. Podle ČSN EN ISO 14713 – Část 1, 2, 3 je při opravě možné životnost protikorozní povrchové úpravy žárovým zinkováním prodloužit aplikací nátěrového systému v případě, že zbytková tloušťka povlaku žárového zinku je min 20 – 30 μm – mezní stav 1. Obecně se uvádí, že ke korozi podkladové oceli dochází, je-li zbytková tloušťka zinkového povlaku 5 μm – mezní stav 2, obr. 6. V praxi se vyskytují běžně stavy, že zinkový povlaku díky směsné struktuře je pokryt červenohnědými korozními produkty železa a po jejich očištění je zbytková tloušťka zinku ještě relativně vysoká, například 60 až 100 μm.
Po uplynutí předpokládané životnosti protikorozní ochrany je vhodné provést vyhodnocení stavu konstrukce a podle stavu nátěrového systému (prokorodování, podkorodování, přilnavosti vrstev) se provede celková (všechny uvažované vrstvy včetně předúpravy povrchu) nebo jen částečná obnova protikorozní ochrany nátěrovým systémem, vždy s ohledem na další předpokládanou životnost. V případě částečné obnovy protikorozní ochrany je nutné použít nátěrovou hmotu na stejné pojivové bázi nebo ověřit kompatibilitu stávající a nové nátěrové hmoty. Pro zpracování specifikací prací spojených s údržbou je možné využít doporučení normy ČSN EN ISO 12944-8.
5.2 DRUHY PROTIKOROZNÍ OCHRANY
V této pomůcce jsou uvedeny a rozděleny PKO, které jsou vhodné pro PKO OK, nejsou považovány například elektrolytické, difúzní, oxidické povlaky, smalty a podobně. PKO znamená především nanesení povlaků různých materiálů na podklad a s tím spojené vhodné předúpravy povrchu. Druh PKO je nutné volit v souladu s typem a konstrukčním řešením ocelového dílu / konstrukce a její volbu je nutné odvozovat od požadované životnosti. PKO se pak mění s korozní agresivitou a dalšími vlastnostmi působícího prostředí. Obecně může být volba postupů pro vytváření povlaků omezena konstrukčním řešením prvku (tedy přístupnost povrchů může omezovat užití technologie stříkání, tloušťka stěny konstrukce může limitovat některé druhy přípravy povrchu, rozměr prvku může omezovat užití některé technologie, například žárového zinkování).
Části konstrukcí musí být dostatečně pevné, aby se zamezilo veškerým deformacím, které mohou vzniknout v důsledku zamýšlené povrchové ochrany. Důležitý je výběr vhodné tloušťky stěny dílu. Například minimální tloušťka stěny ocelové konstrukce, na kterou je možné nanášet kovové povlaky žárovým stříkáním, je 3 mm. Při žárovém zinkování ponorem není z důvodu deformací vhodné kombinovat materiály s příliš rozdílnou tloušťkou. Velké plochy z materiálu o tloušťce 3 -– 4 mm je třeba vyztužit. Důležitá je i symetrie dílu, postup svařování, způsob zavěšení při zinkování. Deformace mohou být také způsobeny manipulací a obráběním, otryskáváním, právě tak jako při skladování, přepravě a instalaci.
Zvláštní pozornost je nutné věnovat zajištění přístupových otvorů. Otvory musí být dostatečně velké a bezpečně přístupné pro pracovníky a pro nutné technické vybavení pro provádění všech prací spojených s protikorozní ochranou. Při provádění prací v uzavřených prostorech je nutné zajistit dostatečné otvory pro ventilaci a větrání.
5.2.1 Kovový povlak
Kovové povlaky jsou tvořeny vrstvou kovu nebo jejich slitin. Podle způsobu jejich zhotovení se rozlišují kovové povlaky získané ponorem do roztaveného kovu nebo žárovým stříkáním a jsou prováděny v souladu s normami:
- žárově nanášené povlaky kovu (zinek čistý nebo speciálně legovaný) ponorem (ČSN EN ISO 1461, ČSN EN ISO 14713-1, ČSN EN ISO 14713-2);
- žárově nanášené povlaky kovu (zejména zinek, hliník nebo jejich slitiny) nástřikem (ČSN EN ISO 2063, část 1 a 2).
Žárové zinkování ponorem
Při žárovém pokovení ponorem do taveniny zinku (450 -– 470 °C) se tvoří na ocelových dílech slitinový Fe-Zn povlak, který je výsledkem poměrně složitého procesu vzájemné difúze atomů obou kovů za vzniku intermetalických vazeb. Tyto děje probíhají jednak v povrchové vrstvě zinkovaného kovu, dále na rozhraní mezi povrchem kovu a taveninou zinku a konečně i v samotné tavenině v blízkosti zinkovaného dílu. Chemické složení a stav povrchu (úprava a drsnost) podkladového kovu, hmotnost součástí a podmínky zinkování mohou ovlivnit tloušťku, strukturu, vzhled, fyzikální a mechanické vlastnosti povlaku.
Základní norma předepisující doporučené chemické složení jednotlivých druhů konstrukčních ocelí vhodných pro žárové zinkování je ČSN EN ISO 14713-2, která je v současné době (rok 2018) v revizi. V návrhu revidované ISO 14713-2 je kromě obsahu křemíku, případně fosforu u nízkokřemíkových ocelí doporučován také obsah hliníku v hliníkem uklidněných ocelích, který by měl být menší než 0,035 % hmot.
Všeobecné vlastnosti a metody zkoušení povlaků nanesených ponořením ocelových výrobků do taveniny zinku jsou specifikovány v ČSN EN ISO 1461. Vzhled zinkového povlaku se může lišit od lesklých povrchů se zinkovým květem až po matné tmavě šedé povlaky. Zinkový povlak je funkční povlak, který zajišťuje dlouhodobou životnost PKO a jeho vzhled nebývá podstatný. Konstrukce, na které je kladen požadavek jednotného vzhledu, musí být vyrobeny, pokud možno ze stejné tavby oceli s vhodným chemickým složením nebo musí být jednotlivé části konstrukce zhotoveny z profilů / plechů se stejným chemickým složením.
Kontinuálně se vyrábí plechy s povlaky žárového zinku a slitinovými povlaky Zn-Al v tloušťkách cca 10 -– 20 μm.
Povlaky žárově stříkané
Zhotovují se nástřikem roztavených kovů (obvykle Zn, Al nebo jejich slitin, přičemž v dnešní době se preferuje nástřik slitinou Zn-Al) na správně připravený podkladový kov. Používají se pro dlouhodobou ochranu ocelových konstrukcí při požadované životnosti nad 25 let.
Povlaky kovů lze žárově stříkat pouze na konstrukce s tloušťkou stěny minimálně 3 mm (s výjimkou některých tvarově zpevněných profilů). Podle způsobu tavení stříkaného kovu se rozlišuje nástřik elektrickým obloukem a nástřik oxido-acetylenovým plamenem).
Kovové povlaky vytvořené žárovým stříkáním jsou definovány minimální místní tloušťkou a přilnavostí. Tloušťka kovového povlaku se volí podle ČSN EN ISO 2063 Část 1 a 2 s ohledem na charakteristiku prostředí, ve kterém bude povlak exponován, požadovanou životnost a další případné povrchové úpravy (nátěry).
Žárově stříkané povlaky vznikají mechanickým přilnutím roztavených částic stříkaného kovu / slitiny na otryskaný ocelový povrch a následným vrstvením na sebe do předepsané tloušťky. Před žárovým stříkáním musí být povrch otryskán ostrohranným abrazivem na stupeň čistoty Sa3 s dostatečným kotvícím profilem.
Pokud je uvažována na kovovém povlaku ještě aplikace nátěrového systému, musí být žárově nastříkaný povlak utěsněn specifikovaným utěsňovacím nátěrem v co nejkratší době, nejlépe do čtyř hodin po zhotovení.
5.2.2 Organické povlaky – povlaky z nátěrových hmot
Nátěrovou hmotou (NH) se rozumí všechny výrobky, jejichž základní složkou je filmotvorná látka, která se nanáší na předmět za účelem vytvoření povlaků požadovaných vlastností. NH kromě této základní pojivové báze obsahují další složky jako pigmenty, barviva, plniva, rozpouštědla a aditiva, která vhodně upravují požadované vlastnosti nátěrové hmoty. Pod pojem NH se zařazují i povlaky z práškových NH.
Povlaky zhotovené z NH chrání kovový povrch proti korozi různými mechanizmy:
a) inhibičním mechanizmem ochrany,
b) bariérovým mechanizmem ochrany,
c) elektrochemickým mechanismem, obětovaná (katodická ochrana).
Inhibiční mechanizmus ochrany je dán obsahem antikorozních pigmentů v základních NH. Bariérový mechanizmus ochrany se projevuje ve větší či menší míře u všech druhů nátěrů a na bariérovém mechanizmu jsou založeny některé typy současných povlakových systémů (například povlaky z NH s vysokým obsahem sušiny).
Při elektrochemickém mechanismu protikorozní ochrany se využívá kovů, které jsou anodické k ocelovému podkladu a které korodují přednostně. V podstatě povlaky s obětovanými kovy poskytují katodickou ochranu ve velmi blízkém okolí defektu. Tyto povlaky obvykle obsahují v dostatečném množství zinkový prach.
Každý nátěrový systém (NS) je definován tloušťkou (celkovou i jednotlivých vrstev) a přilnavostí k podkladu, což jsou rozhodující znaky jakosti. Jejich aplikací získává určitý kovový materiál požadované povrchové vlastnosti – například lesk, barevný odstín, korozní odolnost a podobně. NS tvoří jednotlivé, postupně nanášené vrstvy nátěru v pořadí základní nátěr, mezivrstva nebo mezivrstvy a vrchní nátěr. NS je dále definován předpokládanou životností při daném stupni korozní agresivity prostředí.
5.2.3 Kombinované (duplexní) povlaky
Kombinovaný (duplexní) povlak je tvořen kovovým povlakem a nátěrem, přičemž kovový povlak může být zhotoven ponorem nebo stříkáním. Přítomnost kovového povlaku snižuje podrezavění nátěrové vrstvy a nátěrová vrstva chrání kovový povlak před předčasnou korozí. Předpokladem dlouhodobé životnosti je dobrá a trvalá přilnavost organického povlaku na kovovém povrchu.
Kombinované (duplexní) systémy PKO se obvykle používají u nových staveb hlavních nosných OK.
5.3 KONTROLA PROTIKOROZNÍ OCHRANY
Provádění prací protikorozní ochrany musí být dozorováno ve všech stadiích provádění. Dozor musí být prováděn náležitě kvalifikovanými a zkušenými osobami.
Kontroly zahrnují:
- kontrolu nátěrových hmot (ověření hodnot deklarovaných výrobcem se zjištěnými hodnotami, tvorba škraloupu, plavání pigmentů, rozmíchatelnost, měření konzistence pro zvolenou technologii nanášení, rozliv apod.);
- kontrolu přípravy povrchu;
- kontrolu atmosférických podmínek při zhotovování protikorozní ochrany;
- kontrolu technologie nanášení (používání válečků, zhotovování pásových nátěrů, způsob míchání, ředění a tužení nátěrových hmot, počet vrstev atd.);
- kontrolu a ověření vlastností zhotovených povlaků.
V závislosti na velikosti díla je doporučováno zhotovení kontrolních ploch (musí být současně sjednán způsob jejich vyhodnocení a rozhodovací kritéria pro uplatnění výsledků hodnocení).
Vzhledové hodnocení
Nátěry
Při hodnocení vzhledu nátěrů se kontroluje zejména:
- rovnoměrnost nanesení povlaku na všechny plochy, tahy po štětci, povlak se vzhledem pomerančové kůry, suchý střik apod.;
- překrytí hran, koutů;
- vyloučení vad, jako jsou potekliny, trhliny, puchýře, prorezavění, praskání, odlupování, výskyt pórů a nespojitosti povlaku;
- výskyt nečistot v zaschlém nátěru;
- jednotný barevný odstín a lesk.
Vizuální hodnocení vad povlaku jako, jsou puchýře, prorezavění, praskliny, odlupování, křídování, nitková koroze a podobně, se provádí podle řady norem ČSN EN ISO 4628, Část 1, 2, 3, 4, 5, 6, 7, 8, 10. Zjištěné vady musí být opraveny v souladu s jakostními parametry dohodnutými před zhotovováním nátěrů.
Žárově stříkané povlaky
Vzhled se kontroluje vizuálně, bez zvětšení. Povlak musí být stejnorodý, bez trhlin, částic neprotaveného kovu, nepokoveného podkladu a jiných defektů.
Žárově zinkované povlaky ponorem
Prostým okem nesmí být viditelné hrudky, puchýře, kapky, zbytky tavidla, ostré výstupky a podobně. Celková nepokovená plocha nesmí být větší než 0,5 % plochy dílu. Jednotlivá nepokovená plocha pro opravu nesmí být větší než 10 cm2. Přípustný je výskyt tmavších nebo světlejších míst. Při skladování ve vlhkém prostředí se může vyskytnout „bílá“ koroze ve formě objemných korozních produktů zinku. Pokud je tloušťka zinkové vrstvy vyšší, než je předepsaná, není výskyt korozních produktů zinku (bílá rez) důvodem k reklamaci.
Tloušťka nátěru
Je jedním z nejdůležitějších kritérií určujících ochranné vlastnosti nátěru. Při uvádění naměřených hodnot je nutné vzít v úvahu stav podkladového materiálu, například otryskaný povrch, zbytky přilnavé rzi a podobně. Drsnost povrchu, která vznikne po čištění otryskáváním v závislosti na použitém druhu tryskacího materiálu, stavu čištěného povrchu a podobně, může ovlivnit konečný výsledek, zejména v případě nátěrových systémů o nižších tloušťkách. Pro získání skutečné hodnoty tloušťky suchého povlaku je nutné provést vhodnou korekci. Pro tryskané povrchy podle ČSN EN ISO 8501-1 jsou doporučené korekční hodnoty uvedeny v normě ČSN ISO 19840. Tyto korekční hodnoty se od hodnoty tloušťky naměřené sondou kalibrovanou na hladký povrch odečítají. Jinou možností je provést kalibraci měřicího přístroje na otryskaný povrch. Korekční hodnoty jsou uvedeny také v tab.12. Měření jsou nedestruktivní a provádí se podle normy ČSN EN ISO 2808.
Ve fázi zhotovování povlaku se měří mokrá tloušťka povlaku (ČSN EN ISO 2808). Jedná se o orientační hodnotu, která má vypovídací schopnost pro zhotovitele PKO.
Kritéria tloušťky suchého filmu:
- jsou nepřípustné tloušťky suchého filmu nižší než 80 % nominální tloušťky;
- počet měření nižších, než je požadovaná (nominální) tloušťka, nesmí přesáhnout 20 %, přičemž průměrná hodnota musí být shodná nebo větší než nominální;
- maximální tloušťka suchého nátěrového filmu nesmí být vyšší než trojnásobek nominální tloušťky (u základní vrstvy se doporučuje dvojnásobek), pokud není v technických listech nebo specifikaci nátěrového systému uvedeno jinak.
Tab. 12 Korekční hodnoty pro tryskané povrchy podle ČSN ISO 19840
| Profil povrchu podle ČSN EN ISO 8503-1 | Korekční hodnota (µm) |
| Jemný | 10 |
| Střední | 25 |
| Hrubý | 40 |
Přilnavost nátěru
Je dalším významným parametrem jakosti povlaku, jedná se však o zkoušku destruktivní, která se obvykle používá ve sporných případech nebo při podezření na nedodržení TP. V případě, že je nežádoucí poškození nově zhotovené PKO, je možné provést zkoušku na referenčních vzorcích / deskách, které jsou zhotoveny na stejném podkladovém materiálu stejnými nátěrovými hmotami a za stejných podmínek jako vlastní protikorozní ochrana, včetně přípravy povrchu. Tento způsob musí být dohodnut před aplikací.
Přilnavost nátěrů se stanuje odtrhovou zkouškou podle ČSN EN ISO 4624. Přilnavost lze také ověřit metodou křížového řezu podle ASTM D 3359 nebo mřížkovou zkouškou podle ČSN EN ISO 2409, kterou je možné empiricky stanovit přilnavost nátěrů do tloušťky 250 μm. Metoda křížového řezu není limitovaná tloušťkou NS.
Pórovitost povlaků
Pórovitost (póry, trhliny) významně ovlivňuje ochranné vlastnosti povlaků. Pórovitost závisí nejen na tloušťce jednotlivého povlaku, ale na dodržování všech technologických parametrů při jeho zhotovování. Zkouška pórovitosti se provádí ve specifických případech expozice konstrukce v ponoru nebo pod zemí především u úložných zařízení, jako jsou nádrže, zásobníky a potrubí. Měření pórovitosti se provádí v závislosti na tloušťce povlaku nízkonapěťovou (tloušťky nátěrů do 500 µm) nebo vysokonapěťovou zkouškou. Měření se provádí podle normy ČSN EN ISO 29601 nebo po dohodě s dodavatelem nátěrových systému je možné použít i jiné normy, například ASTM D 5162, DIN 55670.
Optické vlastnosti
Hlavním činitelem, který určuje změnu lesku, barevného odstínu a křídování nátěru, je sluneční záření. Degradaci pojiva způsobuje výhradně UV záření v rozmezí vlnových délek 285 -– 400 nm. Odolnost nátěrů k degradaci působením tohoto faktoru se obvykle zkouší podle ČSN EN ISO 16474-3.
Hodnocení barvy a barevné odchylky
K objektivnímu popisu barvy je třeba znát její tři základní vlastnosti: odstín, jas a sytost.
1. Odstín – je vlastnost, s jejíž pomocí běžně rozlišujeme jednu barvu od druhé, červenou od modré apod.
2. Jas – popisuje vlastnost barvy podle měřítka tmavá – světlá. Černá a bílá spolu s odstíny šedé se označují jako neutrální.
3. Sytost – popisuje vlastnost barvy ve smyslu přechodu od neutrální šedé k čistému odstínu při stálé hodnotě jasu.
Barevná odchylka ΔE*
Základní barevný prostor je v pravoúhlém souřadnicovém systému vymezen třemi osami: nepestrou osou jasu (L*), chromatickou osou zeleno-červenou (a*) a chromatickou osou modro-žlutou (b*). Souřadnice L*, a*, b* pak jednoznačně určují barvu v jejím odstínu, sytosti a jasu.
V průmyslových aplikacích je barevná odchylka důležitá především při posouzení barevné shody standardu a vzorku. Z praktického hlediska je nutné vědět, jakých hodnot nabývají ještě přijatelné barevné odchylky. Dnes již neplatná norma ČSN 673068 (Změna barevného odstínu) předepisovala pět stupňů barevné odchylky. Při hodnotě ΔE = 3 vzorek již vykazoval postřehnutelnou změnu barevného odstínu.
V současné době není k dispozici norma, která by stanovovala, při jakých hodnotách je barevná odchylka ještě přijatelná. Proto je v praxi nutné, aby se předem smluvně sjednala barevná odchylka od standardu. Pokud je barevná odchylka menší než 1, je při hodnocení barevného odstínu barevná shoda dobrá. Při hodnotách ΔE mezi 1 a 2 je většinou nutné posoudit za definovaných podmínek vzorek se standardem vizuálně. Nad hodnotu 2 je vzorek zpravidla nepřijatelně odlišný od standardu.
Barevný odstín
Barevný odstín je možné hodnotit vizuálně, například podle normy ČSN EN ISO 3668, nebo kolorimetricky, podle normy ISO 7724-2:1984. Lidské vnímání barvy a interpretace barvy je velice subjektivní. Proto se stále více přechází k přístrojovému hodnocení pomocí spektrofotometrů, které zajišťují objektivní měření barevnosti.
Lesk
Pro měření lesku se používá norma ČSN EN ISO 2813. Stupeň lesku lze definovat jako poměr mezi intenzitou dopadajícího a odraženého světelného záření určitého spektra od sledovaného povrchu (obr. 7).
Za normálních podmínek lze lesk měřit pod úhlem 60 stupňů, což je také nejčastější varianta. Tato geometrie se hodí pro běžné povrchy a naměřené hodnoty by se měly pohybovat v rozmezí 10 až 70 jednotek lesku (gloss units). Optický dojem lesklého povrchu závisí nejen na samotném skutečném lesku materiálu, ale i na typu povrchu, zda má rovný povrch, povrch s jemnou strukturou a podobně. Tento jev je způsoben rozdílným odrazem paprsku od povrchu materiálu, a byť jde o lesklou barvu, číselně může lesk odpovídat barvě matné (dochází k výraznému zkreslení stupně lesku z důvodu rozptylu a nerovnoměrného odrazu paprsku na nerovném povrchu). Jako doplňkové měření pro vysoce reflexní povrchy, u nichž naměřené hodnoty při použití 60 stupňové geometrie přesahují 70 jednotek, lze doporučit měření v úhlu 20 stupňů. Na druhé straně matné povrchy, u nichž se naměřené hodnoty pohybují pod 10 jednotek, by se měly měřit 85 stupňovou geometrií.
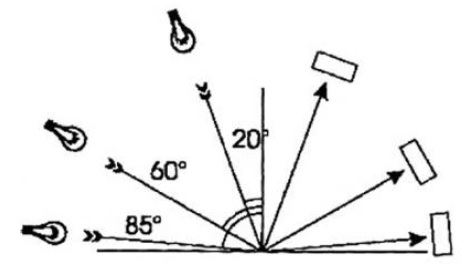
Obr. 7 Standardní nastavení reflektometrů
Kontrolní plochy
V případech provádění protikorozní ochrany u rozsáhlých konstrukcí se doporučuje provést kontrolní plochy. Kontrolní plochy udávají odsouhlasený a akceptovatelný standard prací povrchových úprav na všech stupních technologického postupu. Při odsouhlasení a zakotvení ve smluvních podkladech mohou být použity i pro účely garance. Musí být zhotoveny v místech, kde je korozní zatížení typické pro stavební dílo a pokud je to možné, se snadným přístupem.
Příprava povrchu a aplikace povrchové ochrany na kontrolních plochách musí být provedeny podle stanoveného technologického postupu za účasti zainteresovaných stran, obvykle objednatel, zhotovitel stavby, zhotovitel objektu, zhotovitel PKO, výrobce, respektive dodavatel NH. Všechny kontrolní plochy musí být zdokumentovány a označeny, o jejich přípravě musí být vypracován písemný záznam. Doporučovaný počet kontrolních ploch vzhledem k velikosti konstrukce udává norma ČSN EN ISO 12944-7 (tab. 13).
Tab. 13 Počet kontrolních ploch podle ČSN EN ISO 12944-7
| Natíraná plocha konstrukce (m2) | Doporučený počet kontrolních ploch | Doporučený podíl kontrolních ploch k ploše celé konstrukce (%) |
| ≤ 5000 | 1 | 0,3 |
| > 5000 ≤ 10000 | 2 | 0,3 |
| > 10000 ≤ 25000 | 3 | 0,2 |
| > 25000 ≤ 50000 | 4 | 0,15 |
| > 50000 | 5 | 0,1 |
6 MATERIÁLOVÉ, KONSTRUKČNÍ A OSTATNÍ POŽADAVKY OVLIVŇUJÍCÍ NÁVRH A PROVÁDĚNÍ PKO
Podmínky a stav povrchu před zhotovením protikorozní ochrany jsou důležitým parametrem, který má rozhodující vliv na její životnost. Výchozí stav povrchu závisí na předchozím tváření a opracování, bývá různě drsný, poškrábaný, s póry, otřepy, třískami, nerovnostmi, stopami tavidel po svařování, případně zamaštěný, zkorodovaný, zaokujený či jinak znečištěný. Na vzhledu výsledného povlaku se projeví stav povrchu oceli, například přeložky a stopy po válcování, důlky, včetně stop po všech výrobních operacích. Zvýrazní se svary, stopy po broušení nebo řezání plamenem.
Některé technologie povrchové úpravy zahrnují i předúpravu povrchu. Žárové zinkování ponorem například zahrnuje odmaštění a moření. S některými nečistotami si předběžná úprava v zinkovně přesto není schopna poradit. Díly nesmí mít povrch znečištěn nátěry, přípravky proti rozstřiku svarového kovu, struskou po svařování, grafitem a dalšími nečistotami z výroby. Pokud se podaří je identifikovat předem, je třeba je odstranit. Někdy se projeví až po zinkování. V tomto případě se odstraní dodatečně a musí se provést opravy zinkového povlaku, čímž se snižuje kvalita povlaku.
Před žárovým stříkáním musí být kovový povrch očištěn a vytvořen vhodný kotvící profil. Nejběžnější metodou kombinující oba požadavky je otryskání.
Před nanášením nátěru musí být povrch kovu vhodným způsobem upraven, tedy zbaven všech okují, vrstev rzi, mastnot, olejů, solí, mechanicky ulpěných nečistot a musí mít vhodný kotvící profil pro následující aplikaci ochranných povlaků. Prvořadým cílem přípravy povrchu je odstranění všech druhů znečišťujících látek a získání povrchu zajišťujícího dostatečnou přilnavost aplikovaných povlaků k podkladovému kovu. Při výběru způsobu přípravy povrchu je nutné brát v úvahu dosažitelný stupeň požadované čistoty povrchu a také drsnosti v závislosti na uvažovaném druhu budoucího povlaku. Náklady na přípravu povrchu jsou velmi vysoké a obvykle jsou přímo úměrné požadovanému stupni čistoty. Každá operace spojená s předúpravou povrchu prodražuje proces protikorozní ochrany, a proto je snaha omezit předúpravu na minimum. Je však nutno si uvědomit, že při překročení a nedodržení tohoto minima dojde ke snížení životnosti povrchové ochrany a úspora se po kratší či delší době změní v ekonomickou ztrátu.
Existuje velmi široký rozsah stavu ocelového povrchu, který je nutné vyhodnotit jak z pohledu možného dosažení čistoty a dalších požadovaných parametrů, tak z pohledu uvažovaného systému protikorozní ochrany. Toto je nutné velmi důkladně zvážit v případě údržbových nátěrů. Pokud nelze zajistit požadovanou přípravu povrchu (např. při některých povrchových úpravách prováděných na dokončeném díle, při nedostatečném nebo nemožném technickém vybavení apod.), je nutné volit systém protikorozní ochrany s nižšími nároky na přípravu povrchu nebo počítat se sníženou životností protikorozní ochrany.
Nedůslednost při přípravě povrchu se nemusí projevit bezprostředně po dokončení ochranného systému, ale až po čase, který potřebují agresivní složky k vytvoření energie dostačující k porušení celistvosti a přilnavosti povlaku. Provádění opravných nátěrů, při snaze o zachování části původního systému ochrany, je velmi komplikované. Musí být jednoznačně stanoveny technické parametry podkladu před nanášením nového systému protikorozní ochrany, což vyžaduje důkladné provedení šetření stavu konstrukce, v některých případech i provedení zkoušek kompatibility. Teprve na základě objektivně zjištěného stavu lze zvolit optimální protikorozní opatření a vyčíslit náklady na jeho provedení.
Všechny práce spojené s přípravou povrchu musí být vhodným způsobem kontrolovány a podrobeny inspekci. Existuje velké množství norem a technických předpisů, které stanovují způsob provedení přípravy povrchu, jeho hodnocení a vyhodnocení dosažené kvality povrchu.
Zvláštní pozornost musí být věnována povrchům třecích ploch v nekluzném spojení. Obvykle musí být před montáží otryskány na dohodnutou čistotu a drsnost a na tyto plochy bývá dovoleno nanesení nátěru o vhodné hodnotě koeficientu tření. Při stanovení povlaků na styčné plochy předepjatých šroubových spojení je nutno postupovat obzvláště obezřetně. Musí být použity nátěrové systémy, které nemohou vyvolat neakceptovatelné snížení předpínací síly. Pro tato spojení zvolené nátěrové systémy nebo opatření závisí na typu konstrukce, následné manipulaci a montáži, stejně jako na dalším namáhání.
Životnost PKO šroubů (včetně matek a podložek), nýtů a kotvení OK by měla odpovídat životnosti PKO celé konstrukce. Jestliže je jejich životnost nižší, je nutné v plánu údržby počítat s jejich výměnou.
7 HLEDISKA PŘI POSTUPU NAVRHOVÁNÍ PKO
7.1 HLEDISKO KONSTRUKČNÍ
Volba PKO závisí na typu, tvaru a rozměrech ocelové konstrukce, na účelu jejich použití a namáhání a na technologických možnostech jejich zhotovení. Pozornost je nutné věnovat zejména výběru vhodných systémů PKO při obnově a rekonstrukcích.
Jestliže PKO bude rozdělena na část dílenskou a na část zhotovenou na stavbě, musí být k takovému účelu způsobilá. Musí být stanovena a zajištěna opatření, aby jednotlivé části rozdělené PKO byly přizpůsobeny podmínkám rozdělení, byly navzájem kompatibilní a zajišťovaly možnost vzniku ochranného systému bez defektů a s dostatečnou přilnavostí jednotlivých vrstev. Přesné rozdělení a jednotlivé technologické kroky a postupy musí být uvedeny v TP.
Tvar, rozměry a další parametry návrhu konstrukčního prvku významně ovlivňují volbu optimálního způsobu ochrany. Tyto skutečnosti nelze popsat obecnou formou. Vliv konstrukčního řešení je třeba vždy zvažovat individuálně. V korozním systému působí různá intenzita atmosférických vlivů na různé povrchy konstrukčního prvku, tedy různá doba ovlhčení spojená s umístěním, osluněné plochy, kumulace korozních složek.
Konstrukčním návrhem musí být zajištěno, aby stavba byla funkční, dosahovala odpovídající pevnosti a životnosti při akceptovatelných nákladech a estetickém vzhledu. Návrh konstrukčního řešení musí být realizován tak, aby eliminoval místa se zvýšeným korozním namáháním, umožnil provádění protikorozní ochrany včetně přípravy povrchu, aplikaci jednotlivých vrstev protikorozní ochrany, kontrolu a údržbu.
Pro konstrukční řešení je doporučováno, aby jednotlivé tvary byly jednoduché a umožňovaly provedení následné protikorozní ochrany. Z pohledu korozního napadení by konstrukce měla obsahovat minimum šroubovaných nebo přeplátovaných spojů, hran, koutů a rohů. Přerušované a bodové svary by se mohly vyskytovat pouze na místech, kde je zanedbatelná možnost korozního napadení, jako jsou například OK uvnitř budov a průmyslových uzavřených provozech bez agresivního prostředí z hlediska korozního namáhání. Zvýšená pozornost musí být věnována přechodům mezi betonem a ocelí, které jsou vystaveny vysokému koroznímu namáhání. Musí být vyloučeno uspořádání konstrukce, na kterém může docházet k zadržování vody (shora otevřené profily a spáry, kouty, kapsy, prohlubně apod.) a spojení s ostatními kovy a materiály, které mohou vyvolat zvýšení korozního namáhání. Například u mostních konstrukcí má být poloha horní (dolní) pásnice vůči stěně konstrukčně upravena tak, aby byl zajištěn odvod vody, například aby u komorových nosníků stěna přesahovala přes dolní pásnici. Při návrhu konstrukce musí být také zvažováno působení odváděné vody, například vliv odváděné vody z uhlíkové oceli na korozivzdornou austenitickou nebo feritickou ocel může způsobit vznik úsady korozních produktů na korozivzdorné oceli.
Při navrhování dutých dílů ocelových konstrukcí je výhodné v případě fyzicky neprůlezných rozměrů prvků nebo dílů prostory vzduchotěsně a vodotěsně uzavřít. Před uzavřením a provedením těsnicího venkovního svaru musí být provedeno očištění svarů, odstranění mastnot, nečistot a podobně a musí být provedeno převzetí vnitřních svarů. V případě montážních dílů je třeba uzavření dutiny provést plechem bez vybrání v rozích výztuh. V případech uzavřených, nepřístupných dutin je však třeba zajistit, aby do těchto dutin nebyly prováděny na montáži otvory (například pro umístění osvětlení, kabelových žlabů apod.).
Otevřené duté prvky a duté díly, jejichž povrch je vystaven působení vlhkosti, musí být opatřeny otvory pro odvětrávání a odvodňování a účinně chráněny proti korozi. V těchto dílech, které jsou přístupné, musí být detaily navrženy tak, aby bylo možno provádět aplikaci PKO, včetně inspekcí a kontrol, a případných oprav během její životnosti.
Konstrukční řešení může významně ovlivnit volbu protikorozní ochrany:
Žárové stříkané povlaky lze nanášet pouze na povrchy s tloušťkou stěny minimálně 3 mm (s výjimkou některých tvarově zpevněných profilů). Na povrchu nesmí být ostré hrany, přeplátované spoje s jednostrannými sváry a nýtované spoje s neutěsněným obvodem hlavy nýtů. Svary musí být průběžné nebo celoobvodové, provedené natupo a zabroušené; svařování dílů s povlakem žárově stříkaného kovu je prakticky nemožné.
- Nanášení žárových povlaků ponorem je omezeno na méně rozměrné konstrukce nebo konstrukční díly. Doporučuje se projednat předem se zinkovnou zejména složení oceli, tvar výrobků, rozměry a umístění odvzdušňovacích a výtokových otvorů, provádění eventuálních dalších povrchových úprav, kontrolní operace a možnosti oprav. Složení oceli (obsah křemíku, fosforu a podle nové revize normy také hliníku) ovlivňuje reakci oceli se zinkem a vzhled povlaku (lesklý, matný šedý povlak bez zinkového květu atd.) a tloušťku povlaku. Doporučená konstrukční řešení s ohledem na žárové pokovení ponorem jsou uvedena v ČSN EN ISO 14713-2. Zinkování zcela uzavřených dutých těles je nepřípustné.
- Některá vnitřní napětí ve výrobcích určených k pokovení se během žárového pokovování ponorem odstraní, což může způsobit deformaci a poškození pokovovaného výrobku. Tato vnitřní napětí pocházejí z dokončovacích operací, jako je tváření za studena, svařování, dělení kyslíkem či vrtání, a ze zbytkových napětí pocházejících z válcování. Doporučuje se, před návrhem konstrukčního řešení či výrobou výrobku určeného k žárovému pokovení ponorem, si vyžádat odbornou radu žárové zinkovny, protože může být nutné přizpůsobit konstrukční řešení výrobku procesu zinkování.
Již při návrhu a zpracování výkresů konstrukčního řešení musí být vyloučen výskyt ostrých hran, z důvodů nanesení rovnoměrného povlaku o dostatečné tloušťce. Hrany musí být zaoblené a již z výroby musí být odstraněny všechny otřepy po vrtání děr a ze střižných hran. Hrany a otvory pro šrouby nebo kotvení musí být také zaobleny na minimální poloměr R = 2 mm. Pouhé sražení hran v případě přípravy povrchu konstrukčních dílů pro nátěr nebo žárový nástřik slitin kovů je nedostatečné. Ve výjimečných případech pro díly do prostředí s nízkou korozní agresivitou, případně požadovanou nízkou životností, je možné akceptovat úpravu hran sražením, a to jen se souhlasem objednavatele.
Plochy vzniklé po tepelném dělení jsou náchylné k místnímu zvýšení hodnot tvrdosti materiálu vlivem zakalení povrchové vrstvy. Tento jev má významný vliv na průběh přípravy povrchu otryskáváním, kdy není možné dosáhnout požadované drsnosti povrchu a výsledné přilnavosti nátěrů, případně kovových povlaků zhotovených žárovým zinkováním ponorem nebo nástřikem. Pro tyto plochy vzniklé dělením materiálu je obvykle nutné požadovat jejich přebroušení tak, aby tvrdost těchto ploch nepřesahovala maximální přípustné hodnoty, které jsou obvykle 340 -– 380 HV (pro běžnou konstrukční ocel).
Důležitá je také kvalita provedených svarů. Ty musí být prosté všech nerovností, pórů, kráterů, rozstřiku svarového kovu, nadměrného převýšení, zápalů, ostrých propálených hran a podobně, které mohou být příčinou následného selhání PKO.
Podle stanovené životnosti PKO a korozního prostředí jsou v ČSN EN ISO 8501-3 uvedeny kategorie přípravy povrchu oceli pod nátěr. Obvykle je vyžadován stupeň přípravy povrchu P3. Řada dalších konstrukčních a výrobních opatření je uvedena v normách ČSN EN ISO 12944-3, ČSN EN ISO 1461, ČSN EN ISO 14713 – Část 1, 2, 3.
7.2 HLEDISKO DODRŽENÍ JAKOSTI PKO
Pro dodržení kvality PKO musí být dodržena celá řada podmínek:
a) dodržení aplikačních podmínek;
b) dodržení doporučení údajových a technických listů (např. poměr tužení, použití ředidel, časů přetíratelnosti atd.);
c) dodržení technologické kázně, včetně správného skladování nátěrových hmot.
Otryskané plochy musí být opatřeny základním nátěrem po otryskání, přičemž nesmí být tyto práce prováděny za nepříznivých klimatických podmínek (vysoké relativní vlhkosti, deště a sněžení).
Obecně je nutné akceptovat následující ustanovení:
- nanášení nátěru (s výjimkou speciálních nátěrových hmot) není možné provádět při teplotě nižší než +5 °C, pokud není výrobcem nátěrové hmoty stanoveno jinak;
- vodou ředitelné nátěrové hmoty jsou obvykle limitovány teplotou +10 °C;
- není-li v technických podmínkách výrobce stanoveno jinak, musí být teplota povrchu podkladového kovu nejméně +3 °C nad rosným bodem.
Veškeré povlaky je zakázáno zhotovovat na mokrý a orosený povrch; určité výjimky mohou nastat u speciálních materiálů, vždy je nutné dodržovat doporučení výrobce.
Vždy před začátkem nanášení nátěrových hmot, v průběhu a případně při náhlé změně počasí se musí měřit teplota povrchu, teplota vzduchu a relativní vlhkost vzduchu. Tato měření musí být zaznamenána do natěračského, případně do stavebního deníku, není-li natěračský deník zaveden. Hodnota teploty rosného bodu, při které dochází ke kondenzaci vzdušné vlhkosti na sledovaném povrchu, se stanoví použitím termodynamické tabulky podle ČSN EN ISO 8502-4 nebo se odečte přímo na měřicím přístroji.
7.3 HLEDISKO EKONOMICKÉ
Ekonomický rozbor je nutné vždy provést ve vazbě na požadovanou životnost PKO, přičemž platí zásada, že životnost posuzované protikorozní ochrany nemá být větší než technická nebo provozní životnost výrobku. Jako optimální lze považovat stav, kdy PKO provedená dílensky nepotřebuje po celou dobu životnosti OK opravu nebo celkovou obnovu. Ekonomický rozbor všech možných variant technického řešení by měl poskytnout významné informace pro optimální volbu PKO, která bude minimalizovat pořizovací, provozní a údržbové náklady. Do údržbových nákladů je nutné zohlednit i náklady spojené s různými technologickými odstávkami, přerušením výroby nebo omezením dopravy a podobně.
Správná volba alternativních řešení musí vycházet z technicko-ekonomického rozboru, jehož základem je vyhodnocení:
- materiálových a technologických podmínek realizace jednotlivých alternativních řešení; tedy pořizovací náklady na PKO včetně nákladů na její přípravu (vývoj, projekčně konstrukční podklady, laboratorní hodnocení aj.);
- porovnání nákladů na jednotlivé alternativy;
- analýza technicko-organizačních důsledků výběru jednotlivých alternativ; tedy potřeba pracovních prostorů, speciálních zařízení, energie, potřeba specializovaných pracovníků, zvláštních kontrolních opatření a podobně;
- náklady na údržbu PKO po dobu předpokládané životnosti zařízení, obtížnost údržbových prací;
- záruka bezporuchového provozu zařízení v co nejdelších cyklech mezi jednotlivými opravami;
- provozní bezpečnost zařízení, proveditelnost protikorozní ochrany a její údržby s ohledem na tvar, velikost a provozní podmínky zařízení;
- dostupnost materiálů potřebných k protikorozní ochraně.
Při výběru PKO lze dojít v řadě případů k více technicky vyhovujícím, alternativním řešením. Při plánování obnovujících / renovačních a údržbářských prací u zařízení v provozu, především však při navrhování investičních celků je pak třeba z řady řešení vybrat optimální variantu, tedy řešení nejlépe vyhovující z hlediska technického a současně ekonomického. Nízké náklady na protikorozní ochranu mohou vyhovovat pro potřeby výběrového řízení, u investora, případně u správce objektu. Ty se však mohou projevit nízkou kvalitou PKO a následně vyššími náklady na různé formy oprav, ztrátami ve výrobě a podobně. U nedostatečného nebo špatně voleného protikorozního opatření dochází pak k tomu, že náklady spojené s udržením odpovídajícího stavu protikorozní ochrany konstrukce jsou vzhledem k pořizovacím nákladům neúměrně vysoké. Při výběru vhodných nátěrových systémů nelze opomenout stále se zpřísňující požadavky na ochranu zdraví a životního prostředí.
7.4 HLEDISKO EKOLOGICKÉ
Každá protikorozní ochrana určitým způsobem ovlivňuje životní prostředí. Galvanické povlaky přispívají hlavně ke znečištění odpadních vod, nátěrové hmoty se podílí významně na znečištění ovzduší zejména organickými těkavými látkami, takzvanými VOC. Environmentální omezení jsou vymezena řadou zákonů, vyhlášek a nařízení, které musí být plněny. Jedná se zejména o zákon č. 201/2012 Sb., zákon o ochraně ovzduší a o změně některých dalších zákonů, ve znění pozdějších předpisů, vyhlášku č. 415/2012 Sb., kterou se stanoví emisní limity a další podmínky provozování stacionárních zdrojů znečišťování ovzduší emitujících těkavé organické látky z procesů aplikujících organická rozpouštědla.
Všechny typy nátěrových hmot (laky, emaily, tmely, ředidla, katalyzátory, tužidla, pomocné přípravky) jsou látky škodlivé lidskému zdraví, které mají charakter přípravků obsahujících nebezpečné látky ve smyslu zákona č. 350/2011 Sb., o chemických látkách a chemických směsích a o změně některých zákonů (chemický zákon) ve znění pozdějších předpisů.
V současné době je při navrhování technologie PKO kovových povrchů rozhodujícím hlediskem kromě obecných požadavků na odpovídající kvalitu a životnost také ochrana životního prostředí. Velký důraz je kladen na maximální možnou prevenci znečištění životního prostředí, což pro aplikace povrchových protikorozních ochran znamená kromě omezení obsahu těkavých organických látek také minimalizaci koncentrace některých nebezpečných kovů a sloučenin v nátěrových hmotách, kde zejména pigmenty byly tvořeny nebezpečnými sloučeninami olova, chromu, kobaltu a dalších prvků. Vyřazení aktivních antikorozních pigmentů, zejména suříku a chromanů, však má významný vliv na snížení životnosti protikorozní ochrany.
Bezpečnost a hygiena při práci s NH
Při zpracování většiny NH se používají organická rozpouštědla (pro úpravu konzistence, mytí pracovních pomůcek). Rozpouštědla i jejich páry odmašťují a dráždí pokožku, působí narkoticky, dráždí sliznici dýchacích cest. V prostorech, kde jsou nátěrové hmoty zpracovávány, musí být zajištěno účinné větrání, aby nedocházelo k překročení nejvyšších přípustných koncentrací par v ovzduší, neboť tyto páry vedle fyziologických účinků na lidský organismus tvoří se vzduchem výbušnou směs. Specifikace všech nebezpečných látek s vyznačením vlivu na zdraví a na životní prostředí je uvedena v bezpečnostním listu použitého konkrétního materiálu.
Zaměstnanci, kteří pracují s nátěrovými hmotami, musí být řádně poučeni (minimálně jedenkrát za rok) o jejich vlivu na lidský organismus a o zásadách bezpečnosti a hygieny práce a musí být o tom pořízen písemný doklad. Při práci jsou povinni používat ochranné oděvy a osobní ochranné pomůcky (ochranné rukavice, brýle, štíty, respirátory apod.), které jsou předepsány podle konkrétních technologických postupů a technických podmínek. Na pracovišti se nesmí jíst, pít, kouřit ani ukládat jakékoliv poživatiny.
Pro bezpečnost práce je velmi důležité udržovat všechna zařízení (stříkací pistole, kompresory, tlakové hadice a nádoby apod.) v dobrém technickém stavu.
8 PRŮKAZNÍ ZKOUŠKY SYSTÉMŮ PKO
Průkazní zkoušky systémů PKO by měly posoudit korozní odolnost a účinnost korozní ochrany různými typy povlaků. Výsledky zkoušek jsou považovány za pomocné kritérium pro volbu vhodného NS nebo prokázání kvality použitých systémů a NH. Systémy průkazních zkoušek se snaží urychlenými zkouškami zjistit, zda vybraný a zkoušený systém PKO bude splňovat požadovaná kritéria. Na základě výsledků průkazních zkoušek různých druhů PKO (například systémy různých výrobců, různých tlouštěk, případně různých složení NH) za shodných podmínek objednatel získává možnost porovnání jejich výsledků a následně vhodné volby.
Ochranná účinnost NS závisí na mnoha vnějších faktorech, na korozním prostředí, konstrukčním řešení, přípravě povrchu, způsobu aplikace a v neposlední řadě také na klimatických podmínkách, při kterých dochází jak k aplikaci, tak k zasychání, případně vytvrzování NS. Všechny tyto parametry mohou ovlivnit kvalitu a tím i očekávanou životnost aplikovaných PKO na OK vystavených přirozenému stárnutí.
Při navrhování skladby PKO a hodnocení výsledků zkoušek je nutné postupovat velmi obezřetně a tyto úkony by měl vykonávat pracovník s patřičnými znalostmi a dlouholetými zkušenostmi v oboru PKO. Volba NS pro určitou aplikaci by měla být založena na zkušenostech a hodnocení z obdobných aplikací.
Ochranná funkce NH závisí na chemickém složení a fyzikálních charakteristikách, jako je druh pojiva, tloušťka nebo skladba NS. Tyto vlastnosti mohou být hodnoceny pomocí urychlených zkoušek stárnutí. Jednou z nejdůležitějších vlastností je odolnost vůči vodě nebo vlhkosti a solné mlze. Tyto zkoušky indikují přilnavost za vlhka a bariérové vlastnosti. Zvolené zkoušky stárnutí a jejich doba trvání zaručují s vysokým stupněm pravděpodobnosti, že NS vykazují charakteristiky potřebné pro jejich ochrannou účinnost.
Je nutné upozornit na skutečnost, že urychlené korozní zkoušky, které se provádí podle různých norem a předpisů, nepodávají přesné informace s ohledem na stanovení životnosti zkoušeného povlaku. Jinými slovy, nelze říct, že pokud NS vydrží 1 00 hodin při zkoušce solnou mlhou, bude jeho životnost například 15 let. Postup degradace ovlivňuje řada faktorů a v laboratoři není možné urychlit všechny parametry správným a shodným způsobem jako při reálné expozici. Někdy mohou být ze zkoušek vyřazeny vhodné NS z důvodu, že neprojdou těmito urychlenými testy. Proto je doporučováno vždy doplnit tyto zkoušky zkouškami expozičními na atmosférických stanicích. V tomto případě je však nutné počítat s dlouhodobými zkouškami, jejichž výsledky jsou však neocenitelné.
Průkazní zkoušky se provádějí v laboratořích nebo zkušebnách s odpovídající způsobilostí a potřebným vybavením.
Pro provádění průkazních zkoušek a zkoušení vlastností nátěrů a povlaků je možné použít celou řadu norem, rezortních předpisů (např. předpisy ŘSD, ČD, automobilových společností atd.) a mezinárodních dokumentů. Nejvíce je používaná norma ČSN EN ISO 12944-6. Trend poslední doby je v používání cyklických zkoušek, které dávají lepší korelaci mezi výsledky korozních zkoušek a výsledky expozice vzorků na povětrnosti. Mezi tyto normy patří zejména ČSN EN ISO 11997-1 (solná mlha/sucho/vlhko) nebo ČSN EN ISO 11997-2 (solná mlha/sucho/vlhko/UV), ČSN EN ISO 11130 (zkouška střídavým ponorem do solného roztoku). Další normy jsou uvedeny v Literatuře.
9 PŘEJÍMKY PKO
9.1 VŠEOBECNĚ
Přejímku PKO nelze chápat jako jednorázový proces provedený po úplném dokončení aplikace PKO. Přejímka zahrnuje postupné přejímky jednotlivých operací a všech činností, počínaje přejímkou OK a dokončené přípravy povrchu ocelové konstrukce před aplikací první základní vrstvy a konče přejímkou celého souvrství, dokončením poslední vrchní vrstvy a vydáním konečného protokolu prací dílce či konstrukce.
Přejímka se provádí v souladu s požadavky objednatelem schváleného TePř PKO. V případě, že takový předpis nebyl vypracován a schválen, se přejímka provádí v souladu platnými ČSN pro obor PKO. Většinou se uskutečňuje systémově v první fázi aplikace v lakovně a v druhé fázi na montáži (na stavbě). Výsledkem přejímky dílců OK v lakovně je povolení k transportu z lakovny, ve většině případů na stavbu, kde bude probíhat montáž dílců do finální podoby celé konstrukce. Výsledkem přejímky na montáži (na stavbě) je převzetí PKO celé OK po dokončení aplikace PKO montážních spojů a provedení oprav poškozených míst při dopravě a montáži. Proces přejímek je zakončen a stvrzen konečným protokolem prací na dílci či konstrukci o předání a převzetí prací včetně všech dokladů.
Přejímky jednotlivých činností aplikace provádí pracovník objednatele (inspektor objednatele, je-li ustanoven, např. v případě resortních staveb) za přítomnosti odpovědného zástupce zhotovitele PKO. Nedostaví-li se pracovník objednatele na přejímku, na kterou byl prokazatelně vyzván, pokračuje zhotovitel následnou operací a tuto skutečnost zaznamená do natěračského deníku. Vyzvat objednatele nebo inspektora objednatele, je-li ustanoven (např. v případě resortních staveb), k provedení první přejímky, je povinen zhotovitel PKO s dostatečným předstihem před započetím prací souvisejícími s aplikací PKO a následně operativně podle probíhajících prací.
Konečné předání a převzetí prací může být součástí montážní prohlídky nebo může být uskutečněno jako samostatný úkon. Účastníci předání a převzetí prací jsou: objednatel, inspektor objednatele, je-li ustanoven, zhotovitel PKO, zhotovitel OK (výrobní i montážní organizace), případně zhotovitel stavby.
9.2 PŘEJÍMKA PŘÍPRAVY POVRCHU
9.2.1 Přejímka přípravy povrchu obecně
Podmínkou pro zahájení prací PKO je ukončená dílenská přejímka OK, která je dokladovaná zápisem s písemně uděleným souhlasem zástupce objednatele k zahájení prací na PKO.
Po dopravě dílců z výrobny do lakovny nebo na stavbu se provede kontrola stavu se zaměřením na poškození a deformaci dílců a identifikace dílců. Poškozené a deformované dílce je nutno opravit ještě před zahájením prací PKO. Dále se provede kontrola zarezivění povrchu, podle ČSN EN ISO 8501-1, pro nové konstrukce je obvykle přípustný stupeň A a B.
Kontrola stavu dílců se zaměří též na výskyt okují, ostrých hran, zakalených ploch vzniklých dělením materiálu, mastnoty, popisy mastnou křídou nebo grafitovým tukem, námrazy, vlhkosti, vad povrchů (šupin, plen, přeložek, pórů), vad svarů (návarky, struska, rozstřiky, póry, zápaly, nerovnoměrné kresby svarů, výrazné převýšení svarů), solí, jiných nečistot a prachu. Ostré hrany včetně hran otvorů (např. pro šrouby) musí být zaobleny s poloměrem 2 mm, u žárově nanášeného povlaku kovu ponorem musí být sraženy, nejedná-li se o kombinovaný systém, u kterého musí být zaobleny na poloměr 2 mm. Plochy vzniklé dělením materiálu musí být přebroušeny podle ČSN EN ISO 8501-3. Vady označené přejímkou je nutno před dalšími operacemi PKO odstranit.
Opravy poškozené a deformované OK a odstranění vad je povinen zajistit výrobce OK na své náklady.
Odstranění mastnoty se provádí vhodným odmašťovacím prostředkem, celoplošně například horkou vodou s detergentem. Po odstranění poškození, deformací a vad se OK omyje tlakovou vodou (250 – 300 barů) o teplotě přibližně 20 °C s přísadou detergentu.
Po omytí a uschnutí je OK připravena k provedení otryskání. Po otryskání se provádí vizuální kontrola celého povrchu a jeho čistota se kontroluje pomocí srovnávacích etalonů s předepsaným stupněm čistoty podle ČSN EN ISO 8501-1. Místa s nedostatečným stupněm čistoty se označí k opravě. V případě zjištění jiných vad povrchu podle ČSN EN ISO 8501-3, které nebylo možno odhalit před tryskáním, je nutno tyto vady odstranit, což zajišťuje na své náklady výrobce OK.
Po převzetí otryskaného povrchu objednatelem přebírá odpovědnost za jakost PKO zhotovitel PKO.
9.2.2 Přejímka přípravy povrchu pro nátěry a povlaky kovu nanášené žárovým nástřikem
Při přejímce povrchu se kromě čistoty hodnotí také drsnost. Pro nátěrové systémy se obvykle požaduje stupeň čistoty povrchu Sa 2½, pro zinksilikátové nátěry a pro kombinované systémy s žárově nanášeným povlakem kovu nástřikem Sa3.
Pro nátěrové systémy se požaduje stupeň drsnosti povrchu minimálně BN 9a podle Rugotest No 3 nebo stupeň drsnosti střední podle ISO komparátoru G, podle ČSN EN ISO 8503-1, což představuje střední drsnost 50 – 85 μm. Pro zinksilikátové nátěry a pro kombinované systémy s žárovým povlakem kovu nástřikem se požaduje stupeň drsnosti povrchu minimálně BN 10a. Uvedené hodnoty jsou obvyklé, jejich přesná hodnota musí vždy odpovídat požadavkům použitých nátěrových hmot (hodnoty jsou uvedeny v konkrétních technických listech).
Kontrola prováděná při tryskání spočívá v kontrole dodržení předepsaných klimatických podmínek (teplota povrchu OK, rosný bod, vlhkost) a kontrole tryskacího média. Pro nátěrové systémy se používá ostrohranné abrazivo příslušné frakce, mezi které patří litina, ocelová drť, korund, struska a křemitý písek, pro kovové povlaky pak drť hematitické tvrzené litiny, drť oxidu hlinitého a křemičitý písek. Použité abrazivo musí být čisté a suché. Pro některé zakázky může být nutné stanovit také obsah rozpustných solí jak na čištěném povrchu, tak v samotném abrazivu.
Před kontrolou otryskání se odstraní prach a nečistoty. Kontrola otryskání spočívá v kontrole čistoty a drsnosti povrchu. Pro montážní svary se požaduje stejný stupeň čistoty povrchu a stejný stupeň drsnosti povrchu jako pro celou plochu.
Z hlediska technologického se kontroluje dodržení časového odstupu mezi dokončením přípravy povrchu a aplikací povlaku. Nejdelší přípustná doba při umístění dílce či konstrukce pod přístřeškem nebo na volném prostranství je čtyři hodiny, v kryté hale osm hodin. Povrch musí být čistý, suchý a bez viditelných oxidických vrstev kovu (rzi). V některých případech může být časový interval ještě kratší, vždy hrají důležitou roli klimatické podmínky, zejména relativní vlhkost a teplota vzduchu či teplota povrchu. Povlak nesmí být prováděn v podmínkách způsobujících kondenzaci na pokovovaném povrchu a teplota povrchu musí být nad teplotou rosného bodu.
9.2.3 Přejímka přípravy povrchu pro žárově nanášené povlaky kovu ponorem
Povrch dílců pro žárové zinkování ponorem nesmí být opatřen barevným značením dílců, nálepkami, nátěry proti ulpívání odstřiků svarového kovu a podobně. Nesmí vykazovat vady, které jsou v rozporu s požadavky ČSN EN ISO 8501-3 pro kategorii přípravy povrchu P2. Odstranění těchto vad zajišťuje na své náklady výrobce OK.
9.2.4 Přejímka přípravy povrchu ručním a mechanizovaným čistěním
Tento způsob přípravy povrchu se použije pouze v technicky odůvodněných případech, kdy není realizovatelná příprava tryskáním. Je přípustný v případě zinkového povlaku pod následný nátěr u spojovacího materiálu a tam, kde se provádí odstranění korozních produktů zinku obroušením brusným papírem vhodné zrnitosti za sucha.
Přípustný stupeň přípravy podle ČSN EN ISO 12944-4 je St 3. Hodnocení stupně přípravy povrchu se provádí podle ČSN EN ISO 8501-1.
Kontroluje se soulad s technologickým předpisem, odůvodněnost použití a stupeň přípravy povrchu.
9.3 PŘEJÍMKA NÁTĚROVÝCH (ORGANICKÝCH) SYSTÉMŮ
Kontrola se provádí po aplikaci každé vrstvy. Zaměří se na použití předepsané nátěrové hmoty (např. správné rozmíchání NH, tužení, případně použití ředidel v souladu s technickými listy), vizuální posouzení povrchu kontrolované vrstvy (celistvost, jednotný barevný odstín, vynechaná místa, suchý střik atd.), pórovitost, potekliny, vytvrzení, výskyt prachu a dalších nečistot, dodržení časové prodlevy mezi jednotlivými vrstvami, dodržení klimatických podmínek, zápisy zhotovitele PKO v natěračském deníku a na tloušťku nátěru kontrolované vrstvy.
Kontrola tloušťky se provádí podle schváleného technologického předpisu, kde jsou uvedeny požadované tloušťky, včetně přípustných tolerancí. V případě, že takový předpis nebyl vypracován a schválen, se kontrola tloušťky provádí v souladu s ČSN ISO 19840, ČSN EN ISO 2178, ČSN EN ISO 2064 a ČSN EN ISO 2808 a doporučení technických listů.
V případě zjištění vad je povinností zhotovitele PKO provést jejich odstranění. Způsob provedení odstranění vad se projedná se zhotovitelem PKO, případně s dodavatelem NH a zaznamená do natěračského deníku včetně požadavků na následnou kontrolu.
Po odstranění vad, následné kontrole a převzetí příslušné vrstvy vydává objednatel nebo inspektor objednatele, je-li ustanoven (např. v případě resortních staveb), povolení k aplikaci další vrstvy.
Nejčastějšími vadami jsou podměrečná (nízká) nebo nadměrná (vysoká) tloušťka, stečeniny nebo vzhled povrchu ve tvaru pomerančové kůry, který je charakteristický pro vysoké tloušťky některých NH anebo značí špatně nastavené parametry NH (ředění, teploty NH atd.) a stříkání (nízký tlak na trysce, velký průměr trysky, velká vzdálenost od povrchu atd.).
O provedení jednotlivých dílčích kontrol PKO provádí objednatel nebo inspektor objednatele, je-li ustanoven (např. v případě resortních staveb), záznam do natěračského deníku.
9.4 PŘEJÍMKA ŽÁROVĚ STŘÍKANÝCH POVLAKŮ
Kontrola se provádí bezprostředně po provedení nástřiku. Zaměří se na použití předepsaného kovu, vizuální posouzení povrchu (povrch povlaku musí být stejnorodý, bez puchýřů, nepokovených míst, částic neprotaveného kovu), dodržení klimatických podmínek ve všech fázích zhotovování, na tloušťku kovového povlaku a na zápisy zhotovitele PKO v natěračském deníku. V případě, že se aplikuje následný NS, provede se aplikace utěsňovacího nátěru okamžitě po nástřiku kovového povlaku. U kombinovaných systémů se utěsňovací nátěr nezapočítává do měřené tloušťky kovového povlaku. Pokud došlo k přirozenému utěsnění, tedy oxidací povlaku za podmínek okolního prostředí, nedoporučuje se aplikace dalších nátěrů.
Kontrola tloušťky se provádí podle schváleného technologického předpisu, kde jsou uvedeny požadované tloušťky včetně přípustných tolerancí. V případě, že takový předpis nebyl vypracován a schválen se kontrola tloušťky provádí v souladu s ČSN EN ISO 2063 – Část 1, 2, ČSN EN ISO 2178, ČSN EN ISO 2064, ČSN EN ISO 2808 a ČSN ISO 19840.
V případě přejímky žárově nanášených povlaků nástřikem, včetně utěsňovacího nátěru u kombinovaných systémů, není možno provádět opravy žárového nástřiku. V případě nevyhovující aplikace je nutno žárově nanášený povlak, včetně utěsňovacího nátěru u kombinovaných systémů, odstranit na ocelový povrch a aplikaci žárově nanášeného povlaku opakovat. V případě zjištění vad, je povinností zhotovitele PKO provést jejich odstranění. Způsob provedení odstranění vad se projedná se zhotovitelem PKO a zaznamená do natěračského deníku včetně požadavků na následnou kontrolu.
Po odstranění vad, následné kontrole a převzetí buď vlastního žárově nanášeného kovového povlaku, nebo včetně uzavíracího nátěru vydává objednatel nebo inspektor objednatele, je-li ustanoven (např. u resortních staveb), povolení s písemným uvedením souhlasu s provedením dalších technologických operací nebo v případě kombinovaných systémů k aplikaci další nátěrové vrstvy.
O provedení přejímky vlastního žárově nanášeného kovového povlaku nebo včetně uzavíracího nátěru provede objednatel nebo inspektor objednatele, je-li ustanoven (např. u resortních staveb), záznam do natěračského deníku.
9.5 PŘEJÍMKA ŽÁROVĚ NANÁŠENÉHO ZINKU PONOREM
Kontrola se provádí po aplikaci žárově nanášeného zinku ponorem v zinkovně. Zaměří se na vizuální posouzení povrchu, na vady povlaku, nespojitá (nepokovená) místa povlaku, nečistoty v povlaku, tloušťku povlaku žárového zinku, dokumentaci a protokoly o měření tlouštěk dodávaných zinkovnou.
O provedení přejímky provádí objednatel nebo inspektor objednatele, je-li ustanoven (např. u resortních staveb), zápis s písemným uvedením souhlasu s provedením dalších technologických operací, je-li tato úprava konečná, pak s transportem ze zinkovny na stavbu.
9.6 PŘEJÍMKA KOMBINOVANÝCH POVLAKŮ
9.6.1 Přejímka kombinovaných povlaků se zinkovým povlakem nanášeným žárově ponorem
Kontrola vrstvy žárově nanášeného zinku ponorem po převozu ze zinkovny se provádí stejným způsobem, který je popsán v kap. 9.5. Hodnotí se zejména to, zda nedošlo k nadměrnému mechanickému poškození zinkového povlaku. Před aplikací nátěrových vrstev se kontroluje příprava povrchu, provedení sweepingu. Případné vady (místa bez sweepingu, odloupané nebo chybějící vrstvy zinkového povlaku atd.) musí být opraveny. O provedení přejímky sweepingu provádí objednatel nebo inspektor objednatele, je-li ustanoven, zápis do natěračského deníku s písemným uvedením souhlasu pro aplikaci následných vrstev nátěrů.
Kontrola nátěrových vrstev se provádí stejným způsobem, který je popsán v kap. 9.3.
9.6.2 Přejímka kombinovaných povlaků s žárově stříkaným povlakem kovu
Kontrola žárově stříkaného povlaku kovu se provádí stejným způsobem, který je popsán v kap. 9.4. Pokud se provádí utěsňovací nátěr, jeho tloušťka se nezapočítává do celkové tloušťky ochranného povlaku.
O provedení přejímky žárově stříkaného povlaku kovu a po provedení utěsňovacího nátěru provádí objednatel nebo inspektor objednatele, je-li ustanoven, zápis do natěračského deníku s písemným uvedením souhlasu pro provedením dalších vrstev nátěrů.
Kontrola dalších nátěrových vrstev se provádí stejným způsobem, který je popsán v kap. 9.3.
9.7 PŘEJÍMKA CELÉ PKO
Dílčí souhlas s provedenými pracemi v jednotlivých krocích od přípravy povrchu až po poslední vrstvu ochranného systému vydává objednatel nebo inspektor objednatele, je-li ustanoven (např. v případě resortních staveb), zápisem do natěračského deníku dílce / konstrukce. Současně předkládá zhotovitel PKO svoje doklady o provedených kontrolních zkouškách (např. náměry tlouštěk po aplikaci jednotlivých vrstev, protokoly zkoušky přilnavosti, fotodokumentaci apod.) s kladným výsledkem.
Na základě výsledků celého přejímacího procesu provádí objednatel nebo inspektor objednatele, je-li ustanoven (např. v případě resortních staveb), závěrečné hodnocení kontroly jakosti PKO zápisem do natěračského deníku dílce/konstrukce a vyplnění příslušné části formuláře konečného protokolu prací.
Podmínky prodloužení záruky se stanoví na základě doporučení objednatele nebo inspektora objednatele, je-li ustanoven (např. v případě resortních staveb), v zápisu do natěračského deníku dílce / konstrukce a v příslušné části formuláře konečného protokolu prací PKO o předání a převzetí prací.
Předání a převzetí PKO se může provádět současně v rámci předání a převzetí ocelové konstrukce nebo jako samostatný úkon za účasti objednatele, inspektora objednatele, je-li ustanoven (např. v případě resortních staveb), zhotovitele PKO, zhotovitele OK a zhotovitele stavby.
Je doporučeno, aby zhotovitel PKO umístil na ocelovou konstrukci v trvalém provedení údaje s názvem firmy zhotovitele a rok provedení PKO.
Soupis předávaných dokumentů objednateli v rámci předávacího řízení:
(1) Specifikace PKO podle zadávací dokumentace stavby (ZDS);
(2) Technologický předpis PKO včetně kontrolního a zkušebního plánu (KZP);
(3) Protokol o prověření způsobilosti zhotovitele PKO, pokud se prověření provádělo;
(4) Certifikáty použitých nátěrových hmot a systémů PKO, včetně Osvědčení o průkazní zkoušce jednotlivých nátěrových hmot a systémů PKO, pokud bylo osvědčení vyžadováno v ZDS;
(5) Prohlášení o shodě (podle NV č. 163/2002 Sb., nebo č. 305/2011, ve znění pozdějších předpisů, pro použité materiály;
(6) Prohlášení o shodě s objednávkou 2.1 podle ČSN EN 10204 pro doložení jakosti materiálu pro žárové stříkání;
(7) Protokoly o kontrolních zkouškách zhotovitele PKO (např. tloušťky po aplikaci jednotlivých vrstev, přilnavost povlaku apod.);
(8) Fotodokumentace závad pořízená zhotovitelem PKO;
(9) Natěračský deník z provádění prací v dílně, lakovně a na montáži;
(10) Vyplněný formulář konečného protokolu prací PKO, potvrzený zhotovitelem PKO a objednatele nebo inspektora objednatele, je-li ustanoven (např. v případě resortních staveb);
(11) Údajové listy použitých nátěrových hmot (technické i bezpečnostní listy NH);
(12) Doklad o nakládání s odpady.
9.8 PŘÍKLAD FORMULÁŘE KONEČNÉHO PROTOKOLU PRACÍ PKO DÍLCE/KONSTRUKCE
10 PŘÍKLAD VÝPOČTU NÁKLADŮ RŮZNÝCH DRUHŮ PKO OCELOVÉ KONSTRUKCE
Pro uvedený modelový výpočet byl celý postup značně zjednodušen. Do nákladů nebyly započteny náklady spojené s technologickými odstávkami po dobu oprav, předpokládané zvýšení cen práce, energie, materiálů a podobně. V ceně není zpřístupnění, doprava, ubytování pracovníků na stavbě a podobně. Také odstín vrchního nátěru může posunout cenu, kdy zejména červená, oranžová, žlutá a podobné barvy jsou velmi nákladné. V ceně tryskání je započítaná likvidace odpadu na skládce pouze jako odpad ostatní, označený písmenem „O“. V případě likvidace NH po otryskání s obsahem nebezpečných látek, dojde k navýšení ceny pro níže diskutovanou OK o přibližně 80 000 Kč. Další navýšení ceny by způsobil požadavek prací z lešení se zaplachtováním, pro uvedený příklad o zhruba 200 000 Kč.
Nicméně pro porovnání základních investičních nákladů z pohledu hodnocení nákladů na protikorozní ochranu po celou dobu požadované životnosti ocelové konstrukce je tento výpočet použitelný. Na konci předpokládané životnosti OK, tedy po 50 letech, je počítáno, že na konci své životnosti bude také ochranný nátěrový povlak.
V současné době se začaly objevovat na trhu nátěrové hmoty formulované na nových pojivových bázích. Výrobci deklarují jejich velmi vysokou životnost, v některých případech více jak 30 let. Vzhledem k nedostatku informací a dlouhodobého ověření nebyly tyto případy brány do úvahy.
10.1 PŘÍKLAD MODELOVÉHO VÝPOČTU NÁKLADŮ NA PROTIKOROZNÍ OCHRANU
- ocelová příhradová konstrukce,
- předpokládaná doba životnosti 50 let,
- různé druhy protikorozní ochrany.
Náklady na protikorozní ochranu OK po dobu návrhové životnosti 50 let

Korozní agresivita lokality C3
Další vlivy – žádné
Parametry konstrukce
výška konstrukce: 25 m
plocha ocelových prvků: 200 m2
tloušťka ocelových prvků: 4 – 5 mm
hmotnost konstrukce: 6 000 kg
Žárové zinkování
| cena žárového zinkování je cca 30 Kč/kg OK | |
| tloušťka zinkového povlaku | 85 μm |
| životnost zinkového povlaku | min. 50 let |
| náklady na zhotovení povlaku | cca 180 000 Kč |
| náklady na opravu a údržbu PKO | zanedbatelné, žádné |
Celková cena na PKO po celou dobu života OK je cca 180 000 Kč
Nátěrové systémy
Možností volby různých nátěrových systémů je celá řada. Níže jsou vybrány nejvíce používané NS pro tuto konkrétní OK.
a) Třívrstvý nátěrový systém, Zn(R) primer
| základní nátěr s vysokým obsahem Zn, epoxidová mezivrstva + vrch PUR | |
| tloušťka nátěrového systému | cca 200 μm |
| životnost nátěrového povlaku | cca 20 – 25 let |
| pořizovací náklady na PKO nové OK včetně přípravy povrchu, ceny práce (dílenské zhotovení NS), na stavbě se provádějí pouze opravy poškozených míst | 138 000 Kč |
| náklady na opravu a údržbu PKO: | |
| • mezní stav 1 (po cca 20 letech) – místní oprava (max. 5 % prokorodovaných míst) | 35 000 Kč |
| • mezní stav 2 (35 let) – celková obnova NS | 156 0000 Kč |
Celková cena na PKO po celou dobu života OK je cca 329 000 Kč
b) Třívrstvý nátěrový systém
| základní nátěr s obsahem fosfátových pigmentů, epoxidová mezivrstva + PUR vrch | |
| tloušťka nátěrového povlaku | cca 220–240 μm |
| životnost nátěrového povlaku | cca 15 – 20 let |
| pořizovací náklady na PKO nové OK včetně ceny práce (dílenské zhotovení NS), na stavbě se provádějí pouze opravy poškozených míst | 118 000 Kč |
| náklady na opravu a údržbu PKO: | |
| • mezní stav 1 (cca po 15 letech) (max. 5 % prokorodovaných míst) | 35 000 Kč |
| • mezní stav 2 (cca po 30 letech) | 156 000 Kč |
| • mezní stav 1 (cca po 45 letech) oprava (max 5 % prokorodovaných míst) | 35 000 Kč |
Celková cena na PKO po celou dobu života OK je cca 344 000 Kč
Poznámka:
Je možné, že nebude v tomto případě nutné provádět opravu po 45 letech a PKO konstrukce dožije do konce své životnosti, pouze prokorodování NS bude vyšší; celková cena se sníží o hodnotu druhé opravy.
c) Dvouvrstvý nátěrový systém
| vysokosušinový základní nátěr + PUR-HS vrch | 260 – 280 µm |
| životnost nátěrového povlaku | cca 15 – 20 let |
| pořizovací náklady na PKO nové OK včetně ceny práce (dílenské zhotovení NS), na stavbě se provádějí pouze opravy poškozených míst | 95 000 Kč |
| náklady na opravu a údržbu PKO: | |
| • mezní stav 1 (cca po 15 letech) (max 5 % prokorodovaných míst) | 35 000 Kč |
| • mezní stav 2 (cca po 30 let) | 137 000 Kč |
Celková cena na PKO po celou dobu života OK je cca 267 000 Kč
10.2 PŘÍKLAD MODELOVÉHO VÝPOČTU NÁKLADŮ NA PROTIKOROZNÍ OCHRANU
Informace uvedené v tab. 14 a tab. 15 jsou pouze zjednodušené modelové příklady nákladů na PKO, které vychází z řady omezení a předpokladů. Nemusí odpovídat skutečným nákladům, které je nutné počítat vždy v aktuálních cenách, na konkrétní obchodní případ a dané podmínky návrhu stavby.
Tab. 14 Mostní OK s minimální životností 100 let (např. most s hmotností 4 000 t a plochou 40 000 m2)
| Materiál/povrchová úprava | Investiční náklady OK + PKO – nová (Kč) | Celkové náklady na OK a PKO po dobu životnosti (Kč) | Údržba/oprava |
| konstrukční ocel se zvýšenou odolností k atmosférické korozi (Atmofix) | 150 mil. | 160 mil. | průběžné čištění, aplikace nátěru na korozně více namáhaná místa po cca 20 – 25 letech |
| konstrukční ocel + žárově stříkaný povlak (min 100 μm) + nátěrový systém (240 μm) | 100 mil + 30 mil. | 185 mil. | cykly údržby: po 25 letech obnova NS, možná částečná oprava žárově stříkaného povlaku, po 50 letech celková obnova POK (otryskání na Sa 2,5) + nový NS se Zn(R) základem |
| konstrukční ocel + nátěrový systém (320 μm: Zn(R) + EP, PUR) | 100 mil + 20 mil. | 190 mil. | cykly údržby: po 20 letech oprava NS, po 40 letech celková obnova PKO (otryskání na Sa 2½), po 60 letech oprava NS, po 80 letech celková obnova PKO (otryskání na Sa 2½) |
Tab. 15 Porovnání modelových příkladů cen PKO ocelové příhradové OK
| Očekávaná životnost (roky) | Protikorozní ochrana | Příprava povrchu | Cena protikorozní ochrany (Kč/m2) |
| 5 – 10 | nátěrový systém v tloušťce cca 120 µm (dvouvrstvý) – aplikace stříkáním | očištění, odmaštění | 150 – 200 |
| 10 – 15 | nátěrový systém v tloušťce 150 µm (třívrstvý) – aplikace stříkáním | očištění, odmaštění | 250 – 300 |
| nátěrový systém v tloušťce 150 µm (třívrstvý) – aplikace stříkáním | tryskání Sa 2½ | 350 – 400 | |
| 15 – 25 let | žárový povlak Zn ponorem v tloušťce 85 µm | – | 300 |
| nátěrový systém v tloušťce min. 200 µm (třívrstvý) – aplikace stříkáním | tryskání Sa 2½ | 450 – 500 | |
| žárový nástřik Zinacoru v tloušťce 100 µm | tryskání Sa 3 | 450 – 550 | |
| žárový nástřik Zinacoru v tloušťce 100 µm + nátěrový systém v tloušťce 100 µm | tryskání Sa 3 | 700 – 850 |
11 PŘÍKLADY POUŽÍVANÝCH DRUHŮ PKO PRO RŮZNÉ STUPNĚ KOROZNÍCH AGRESIVIT S RŮZNOU ŽIVOTNOSTÍ
Pravidla a doporučení pro návrh nátěrového systému jsou v ČSN EN ISO 12944-5. V této kapitole je popsán základní princip volby NS a podmínek pro jejich zhotovení, včetně příkladů složení NS v závislosti na jejich umístění, předpokládané korozní agresivitě a životnosti. NDFT jsou uvedeny pro technologii aplikace bezvzduchovým stříkáním. Pokud bude použitý jiný způsob aplikace (konvenční stříkání, aplikace válečkem, štětcem atd.), je nutné předpokládat zvýšení počtu vrstev NS.
Správná příprava povrchu je jedním z předpokladů dlouhodobé životnosti ONS. Minimální požadavky na přípravu povrchu v závislosti na použité základní vrstvě jsou uvedeny v tab. 16. Použitý ochranný nátěrový systém (ONS), lze dále popsat počtem vrstev a NDFT pro danou kategorii korozní agresivity a předpokládanou životnost. PKO se liší v závislosti na podkladu, na který bude aplikovaná. ONS se navrhuje pro nízkolegovanou uhlíkovou ocel, pozinkovanou ocel ponorem a žárově stříkaný kovový povlak.
Tab.16 Základní požadavky na přípravu povrchu:
| Podklad | Minimální stupeň přípravy, pokud není specifikováno jinak | 1. vrstva nátěrového systému |
| Nízkolegovaná uhlíková ocel, stupeň korozního napadení A, B nebo C podle ČSN EN ISO 8501-1 | Sa 2½ podle ČSN EN ISO 8501-1, medium (G) podle ČSN EN ISO 8503-1 | Zn (R) primer základní nátěrová hmota s vysokým obsahem zinku |
| Sa 2½ podle ČSN EN ISO 8501-1, další informace podle doporučení technických listů | základní nátěrová hmota s různými typy antikorozních pigmentů | |
| podle ČSN EN ISO 2063 – Část 1, 2 | žárově stříkaný kov nebo slitina s utěsňovacím nástřikem podle ČSN EN ISO 2063 – Část 1, 2 | |
| Poznámky: • stupeň korozního napadení D podle ČSN EN ISO 8501-1 vyžaduje zvláštní opatření, aby byla zajištěna správná příprava povrchu; • minimální příprava povrchu pro žárově zinkované povlaky je sweeping (lehké otryskání) podle ČSN EN ISO 1461; • jsou důležitá další kritéria související s čistotou povrchu jako obsah rozpustných solí, prach, mastnota atd. |
||
Z tab. 16 vyplývá, že jediným vhodným způsobem přípravy povrchů pro nové konstrukce z nízkolegované uhlíkové oceli je pouze otryskání. Pro obnovu PKO u konstrukcí, kde byl již ochranný systém poškozen a došlo ke koroznímu napadení oceli důlkovou korozí (stupeň zarezavění D podle ČSN EN ISO 8501-1) se musí zvětšit tloušťka suchého povlaku nebo počet vrstev, aby došlo ke kompenzaci zvýšené drsnosti povrchu. Konkrétní volba systému, včetně jeho tloušťky by měla být konzultována s výrobcem nátěrových hmot.
Základní postup pro výběr vhodného NS
- určí se stupeň korozní agresivity prostředí (makroklima), v němž bude konstrukce umístěna (viz ČSN EN ISO 12944-2);
- zjistí se, zda existují zvláštní podmínky (mikroklima), které mohou mít za následek vyšší korozní agresivitu (viz ČSN EN ISO 12944-2);
- použijí se tabulky z normy ČSN EN ISO 12944-5, které uvádí doporučené NS podle stupně korozní agresivity a životnosti;
- navržený NS se zkonzultuje s výrobcem nátěru, aby potvrdil výběr a také určil konkrétní komerčně dostupné NS, které odpovídají vybranému systému.
V následujících tabulkách je výběr několika základních NS, které je možné použít pro návrh PKO. V těchto příkladech byl zachován princip stejný jako je v normě ČSN EN ISO 12944-5.
Pozor na tabulky 17 – 21, jsou v originále pojaté barevně
Tab. 17 Příklady NS pro prostředí se stupněm korozní agresivity C3 pro nízkolegovanou uhlíkovou ocel
| Podklad: nízkolegovaná uhlíková ocel Příprava povrchu: pro Sa 2½, pouze stupně zarezavění A, B nebo C (viz ČSN EN ISO 8501-1) |
||||||||||
| Základní nátěr | Následující nátěry | Nátěrový systém | Očekávaná životnost | |||||||
| Pojivo | Pigment | Počet vrstev | NDFT µm | Typ pojiva | vrstev | NDFT µm | ||||
| L | M | H | VH | |||||||
| AK, AY | Misc. | 1 | 80 – 100 | AK, AY | 1 – 2 | 100 | ||||
| AK, AY | Misc. | 1 | 60 – 160 | AK, AY | 1 – 2 | 160 | ||||
| AK, AY | Misc. | 1 | 60 – 80 | AK, AY | 2 – 3 | 200 | ||||
| AK, AY | Misc. | 1 | 60 – 80 | AY, AY | 2 – 4 | 260 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 120 | EP, PUR, AY | 1 – 2 | 120 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 160 | EP, PUR, AY | 2 | 180 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 160 | EP, PUR, AY | 2 – 3 | 240 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 | – | 1 | 60 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 2 | 160 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 2 – 3 | 200 | ||||
Tab. 18 Příklady NS pro prostředí se stupněm korozní agresivity C4 pro nízkolegovanou uhlíkovou ocel
| Podklad: nízkolegovaná uhlíková ocel Příprava povrchu: pro Sa 2½, pouze stupně zarezavění A, B nebo C (viz ČSN EN ISO 8501-1) |
||||||||||
| Základní nátěr | Následující nátěry | Nátěrový systém | Očekávaná životnost | |||||||
| Pojivo | Pigment | Počet vrstev | NDFT µm | Typ pojiva | Počet vrstev | NDFT µm | ||||
| L | M | H | VH | |||||||
| AK, AY | Misc. | 1 | 80 – 160 | AK, AY | 1 – 2 | 160 | ||||
| AK, AY | Misc. | 1 | 60 – 80 | AK, AY | 2 – 3 | 200 | ||||
| AK, AY | Misc. | 1 | 60 – 80 | AY, AY | 2 – 4 | 260 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 120 | EP, PUR, AY | 1 – 2 | 120 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 160 | EP, PUR, AY | 2 | 180 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 160 | EP, PUR, AY | 2 – 3 | 240 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 240 | EP, PUR, AY | 2 – 4 | 300 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 | – | 1 | 60 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 2 | 160 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 2 – 3 | 200 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 2 – 4 | 200 | ||||
Tab.19 Příklady NS pro prostředí se stupněm korozní agresivity C5 pro nízkolegovanou uhlíkovou ocel
| Podklad: nízkolegovaná uhlíková ocel Příprava povrchu: pro Sa 2½, pouze stupně zarezavění A, B nebo C (viz ČSN EN ISO 8501-1) |
||||||||||
| Základní nátěr | Následující nátěr(y) | Nátěrový systém | Očekávaná životnost | |||||||
| Pojivo | Pigment | Počet vrstev | NDFT µm | Typ pojiva | Počet vrstev | NDFT µm | ||||
| L | M | H | VH | |||||||
| EP, PUR, ESI | Misc. | 1 | 80 – 160 | EP, PUR, AY | 2 | 180 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 160 | EP, PUR, AY | 2 – 3 | 240 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 240 | EP, PUR, AY | 2 – 4 | 300 | ||||
| EP, PUR, ESI | Misc. | 1 | 80 – 200 | EP, PUR, AY | 3 – 4 | 360 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 2 | 160 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 2 – 3 | 200 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 3 – 4 | 260 | ||||
| EP, PUR, ESI | Zn (R) | 1 | 60 – 80 | EP, PUR, AY | 3 – 4 | 320 | ||||
Nátěrové systémy pro žárově stříkané kovové povlaky
V tab. 20 jsou uvedeny příklady NS aplikovaných na kovový žárově stříkaný povlak, které jsou odzkoušeny v praxi a také laboratorními zkouškami uvedenými v normě ČSN EN ISO 12944-6.
Tab. 20 Příklady NS pro žárově stříkané kovové povlaky
| Utěsňující nátěr | Následující nátěry | Nátěrový systém | Očekávaná životnost | ||||
| Pojivo | Počet vrstev | NDFT µm | Typ pojiva | Počet vrstev | NDFT µm | ||
| H | VH | ||||||
| Pro prostředí se stupněm korozní agresivity C4 | |||||||
| EP, PUR | 1 | NA | EP, PUR | 2 | 160 | ||
| EP, PUR | 1 | NA | EP, PUR | 2 | 200 | ||
| Pro prostředí se stupněm korozní agresivity C5 | |||||||
| EP, PUR | 1 | NA | EP, PUR | 2 | 200 | ||
| EP, PUR | 1 | NA | EP, PUR | 2 | 240 | ||
| Poznámka: NA utěsňující nátěr vyplní póry v žárově stříkaném povlaku, jeho tloušťka je neměřitelná, ačkoli se předepisuje, do celkové tloušťky NS se nezapočítává. |
|||||||
Nátěrové systémy na povlaky žárově zinkované ponorem
V tab.21 jsou uvedeny příklady NS aplikovaných na povlak žárového zinku ponorem, které jsou odzkoušeny v praxi a také laboratorními zkouškami uvedenými v normě ČSN EN ISO 12944-6.
Tab. 21 Příklady NS pro žárově zinkované povlaky ponorem
| Základní nátěr | Následující nátěry | Nátěrový systém | Očekávaná životnost | ||||||
| Pojivo | Počet vrstev | NDFT µm | Typ pojiva | Počet vrstev NDFT µm | |||||
| L | M | H | VH | ||||||
| Pro prostředí se stupněm korozní agresivity C3 | |||||||||
| EP, PUR, AY | 1 | 80 | – | 1 | 80 | ||||
| EP, PUR | 1 | 80 – 120 | EP, PUR, AY | 1 – 2 | 120 | ||||
| AY | 1 | 80 | AY | 2 | 160 | ||||
| EP, PUR | 1 | 80 | EP, PUR, AY | 2 | 160 | ||||
| AY | 1 | 80 | AY | 2 – 3 | 200 | ||||
| Pro prostředí se stupněm korozní agresivity C4 | |||||||||
| EP, PUR, AY | 1 | 80 | – | 1 | 80 | ||||
| EP, PUR | 1 | 80 – 120 | EP, PUR, AY | 1 – 2 | 120 | ||||
| AY | 1 | 80 | AY | 2 | 160 | ||||
| EP, PUR | 1 | 80 | EP, PUR, AY | 2 | 160 | ||||
| AY | 1 | 80 | AY | 3 | 200 | ||||
| EP, PUR | 1 | 80 | EP, PUR, AY | 2 – 3 | 200 | ||||
| Pro prostředí se stupněm korozní agresivity C5 | |||||||||
| EP, PUR | 1 | 80 – 120 | EP, PUR, AY | 1 – 2 | 120 | ||||
| AY | 1 | 80 | AY | 2 | 160 | ||||
| EP, PUR | 1 | 80 | EP, PUR, AY | 2 | 160 | ||||
| AY | 1 | 80 | AY | 3 | 200 | ||||
| EP, PUR | 1 | 80 | EP, PUR, AY | 2 – 3 | 200 | ||||
| EP, PUR | 1 | 80 | EP, PUR, AY | 2 – 3 | 240 | ||||
| Poznámka: Životnost v tomto případě závisí na přilnavosti NS k zinkovému povlaku. V případě poškození NS je ocel dále korozně chráněná povlakem zinku. |
|||||||||
12 LITERATURA
Při tvorbě tohoto dokumentu byla použita celá řada norem. Jejich seznam je uveden v A 5.2, kap. 2.5 Vybrané normy pro protikorozní ochranu kovových konstrukcí. U některých z nich je uveden pouze souhrnný název a dále jsou k němu uvedena čísla jejich částí.
Rezortní předpisy a směrnice
[1] Technické kvalitativní podmínky staveb pozemních komunikací, Kapitola 19 Protikorozní ochrana ocelových mostů a konstrukcí, část B. Praha: Ministerstvo dopravy, Obor pozemních komunikací, 2018.
[2] Technické kvalitativní podmínky staveb ŘVC ČR, Protikorozní ochrana ocelových konstrukcí ochrannými nátěrovými systémy. Praha: Česká republika – Ředitelství vodních cest ČR, 2013.
[3] Technické kvalitativní podmínky staveb státních drah, Kapitola 25 B, Protikorozní ochrana úložných zařízení a konstrukcí, Část B, Ochrana ocelových konstrukcí proti atmosférické korozi. Praha: Správa železniční dopravní cesty, 2001.
[4] KŘIVÝ, V. KREISLOVÁ, K., ROZLÍVKA, L., KNOTKOVÁ, D. Směrnice pro používání ocelí se zvýšenou odolností proti atmosférické korozi. Praha: SVÚOM, 2010.